Machining strategies – Sandvik Coromant Machining carbon fibre materials User Manual
Page 29
Machining strategies
CFRP
•
-
Quality must be checked both at hole entry and exit: different cutting
conditions may be needed.
-
Quality at exit is usually more difficult to achieve due to cutting forces.
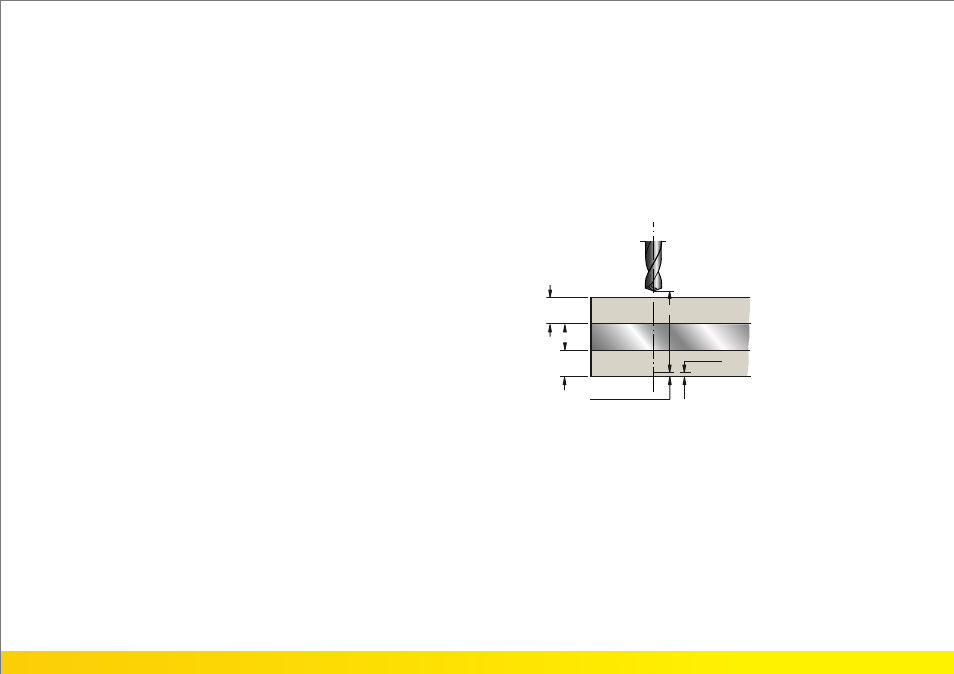
Stacked materials
•
-
Cutting speed on a stacked metallic material, such as titanium, usually
needs to be lower than the CFRP.
-
The best cutting condition, for the metallic material, may be too slow
for good productivity on the composite material. Therefore variable cutting
data can be favourable.
feed rate: 0.15
2 mm
feed rate: 0.05
10
10
10
-
Entry layer
-
Mid layer
-
Exit layer
Application example =
Entry layer : CFRP
Mid layer : Al or Ti
Exit layer : CFRP
SANDVIK COROMANT USER’S GUIDE - COMPOSITE SOLUTIONS
29