Operation – Lincoln Electric IM951 VANTAGE 300 User Manual
Page 25
AUXILIARY POWER:
Start the engine and set the IDLER control switch to
the desired operating mode. Full power is available
regardless of the welding control settings providing no
welding current is being drawn.
Simultaneous Welding and Auxiliary Power Loads
The auxiliary power ratings are with no welding load.
Simultaneous welding and power loads are specified
in the following table. The permissible currents shown
assume that current is being drawn from either the
120 VAC or 240 VAC supply (not both at the same
time).
Weld
Amps
0
100
200
250
300
400
1 PHASE
WATTS
AMPS
10,000
42
8300
35
5300
22
3500
15
400
2
0
0
3 PHASE
WATTS
AMPS
11,000
27
8500
20
5700
14
3500
8
800
2
0
0
BOTH 1 & 3 PHASE
WATTS
AMPS
10,000
-
8300
-
5300
-
3500
-
400
-
0
0
VANTAGE® 300 Simultaneous Welding and Power Loads
VANTAGE® 300 Extension Cord Length Recommendations
(Use the shortest length extension cord possible sized per the following table.)
Current
(Amps)
15
20
15
20
44
Voltage
Volts
120
120
240
240
240
Load
(Watts)
1800
2400
3600
4800
9500
30
60
(9)
(18)
40
30
75
60
(12)
(9)
(23)
(18)
75
50
150
100
50
(23)
(15)
(46)
(30)
(15)
125
88
225
175
90
(38)
(27)
(69)
(53)
(27)
175
138
350
275
150
(53)
(42)
(107)
(84)
(46)
300
225
600
450
225
(91)
(69)
(183)
(137)
(69)
Maximum Allowable Cord Length in ft. (m) for Conductor Size
Conductor size is based on maximum 2.0% voltage drop.
14 AWG
12 AWG
10 AWG
8 AWG
6 AWG
4 AWG
PLUS
OR
OR
VANTAGE® 300
B-7
OPERATION
B-7
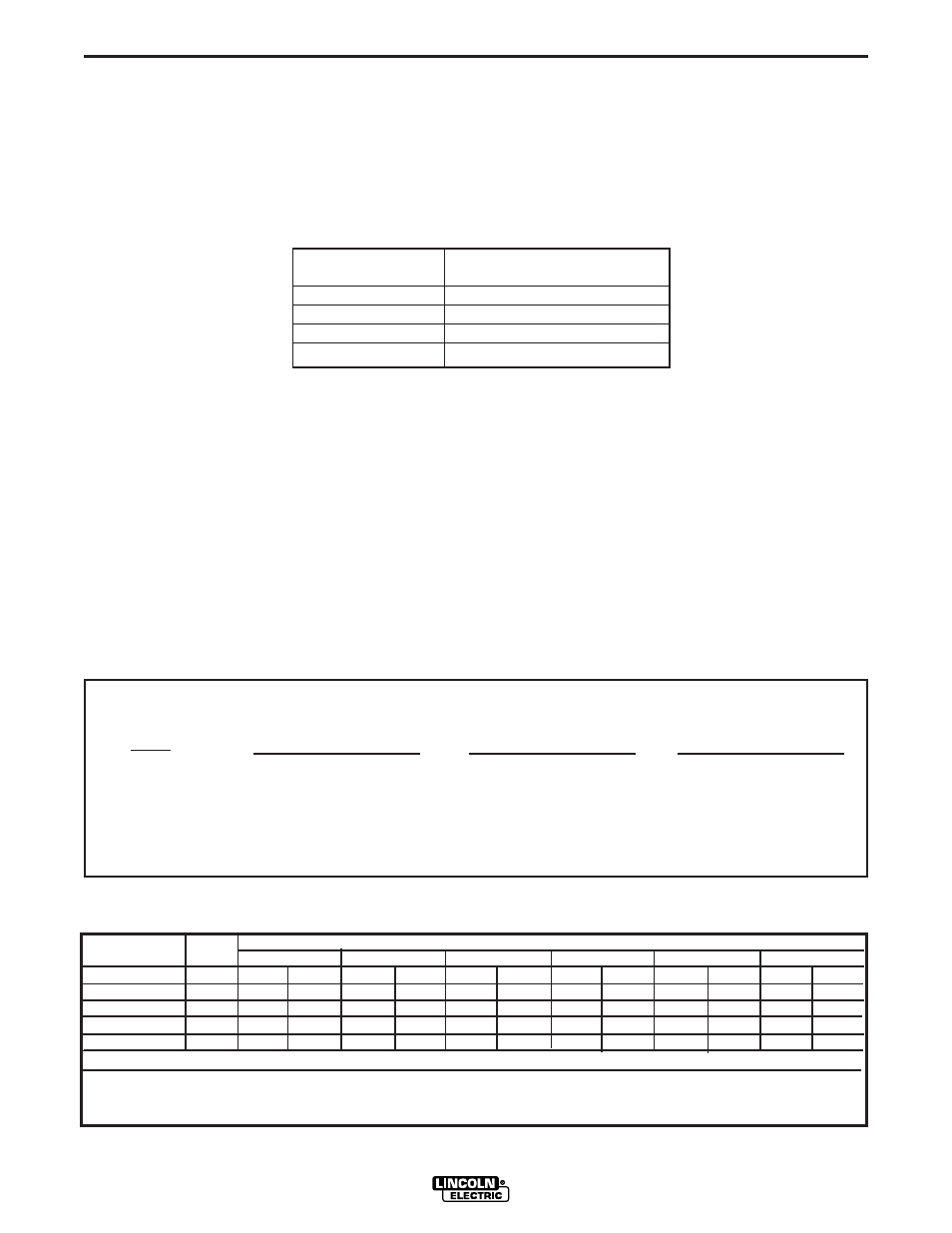
ARC GOUGING
The VANTAGE® 300 can be used for limited arc
gouging. For optimal performance, set the MODE
switch to CC-STICK and the ARC CONTROL to +10.
Set the OUTPUT CONTROL knob to adjust output
current to the desired level for the gouging electrode
being used according to the ratings in the following
Table.
Carbon Diameter
Current Range (DC, electrode
positive)
1/8"
60-90 Amps
5/32"
90-150 Amps
3/16"
200-250 Amps
1/4"
300-400 Amps