Operation, Design features and advantages, Welding capability – Lincoln Electric IM611 TIG PULSER User Manual
Page 12: Limitations, Power source settings, Tig pulser controls and settings
B-2
OPERATION
B-2
DESIGN FEATURES AND ADVANTAGES
• Simple controls make this unit easy to set up and
adjust.
• Operating power provided through the remote control
cable receptacle eliminating the need for an indepen-
dent power supply.
• Accomodates Amptrol or Arc Start Switch in 2-step or
4-step trigger mode.
• Designed to the IEC-974-1 standard.
• Attractive, rugged case includes carrying handle and
rubber feet.
• Unit is supplied with one bracket for hanging on the
power source, and one “universal” bracket for mount-
ing to vertical or horizontal surfaces.
WELDING CAPABILITY
The TIG Pulser provides GTAW-P capability for the SW
TIG power source up to 90% of the maximum current
capacity of the machine.
LIMITATIONS
At the time of printing, the TIG Pulser is only recom-
mended for use with the SW TIG 175 and the SW TIG
275 power source for GTAW-P (pulse TIG) procedures
within the capacity of the TIG power source. Check
power source Operator’s Manual before using with the
TIG Pulser.
TIG PULSER
POWER SOURCE SETTINGS
The power source AMPERAGE control knob must be
set at MAX. and the mode switch must be set at 2-step
or 4-step TIG. The polarity switch and other control
knobs on the power source can be set at any desired
position and will have the same effect as being operat-
ed without the TIG Pulser.
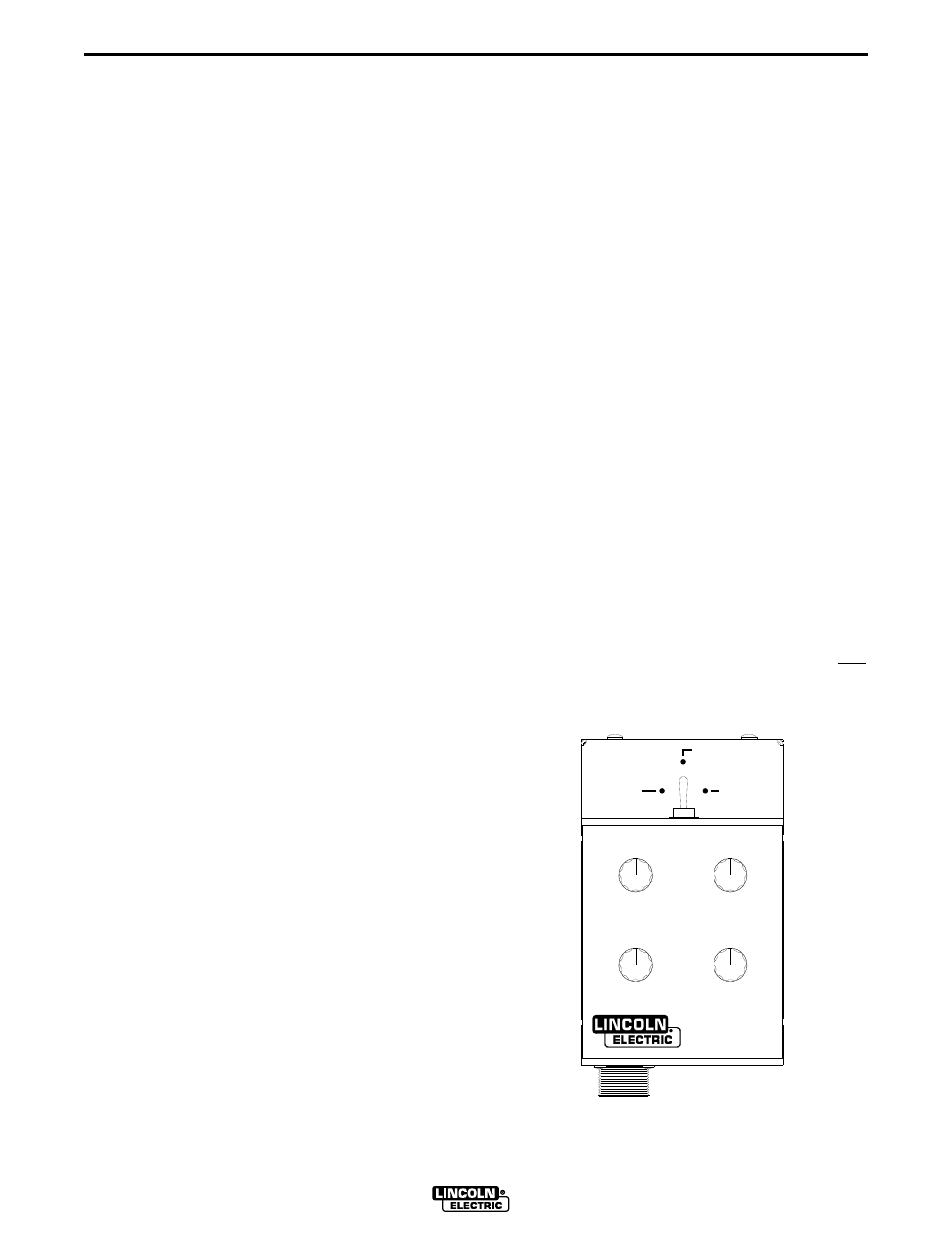
TIG PULSER CONTROLS AND SETTINGS
Refer to Figure B.1.
MODE switch
Located on the top side of the TIG Pulser. Set this
switch to one of the following three postitions:
• Set to Amptrol 2-step if welding in 2-step and want to
remotely control the welding current with a hand
Amptrol or a foot Amptrol.
• Set to Arc Start Switch 2-step if welding in 2-step
with an Arc Start Switch. Welding may be performed
in this mode with a hand Amptrol or a foot Amptrol,
however the current will not be remotely controlled
but controlled by the setting on the pulser
• Set to 4-step if welding in 4-step and the power
source is set to 4-step. Either an Arc Start Switch or
an Amptrol can be used, however current can only
be controlled by the pulser setting. Refer to the
power source instruction manual for 4-step TIG oper-
ation.
Figure B.1 TIG PULSER Controls
AMPTROL
2-STEP
PEAK
CURRENT
BACKGROUND
CURRENT
PULSES PER
SECOND
ARC START SWITCH
2-STEP
ARC START
SWITCH
OR AMPTROL
4-STEP
% ON TIME
TIG PULSER