Operation, Welding controls – Lincoln Electric IM801 RED-D-ARC GX 300 User Manual
Page 18
B-2
OPERATION
B-2
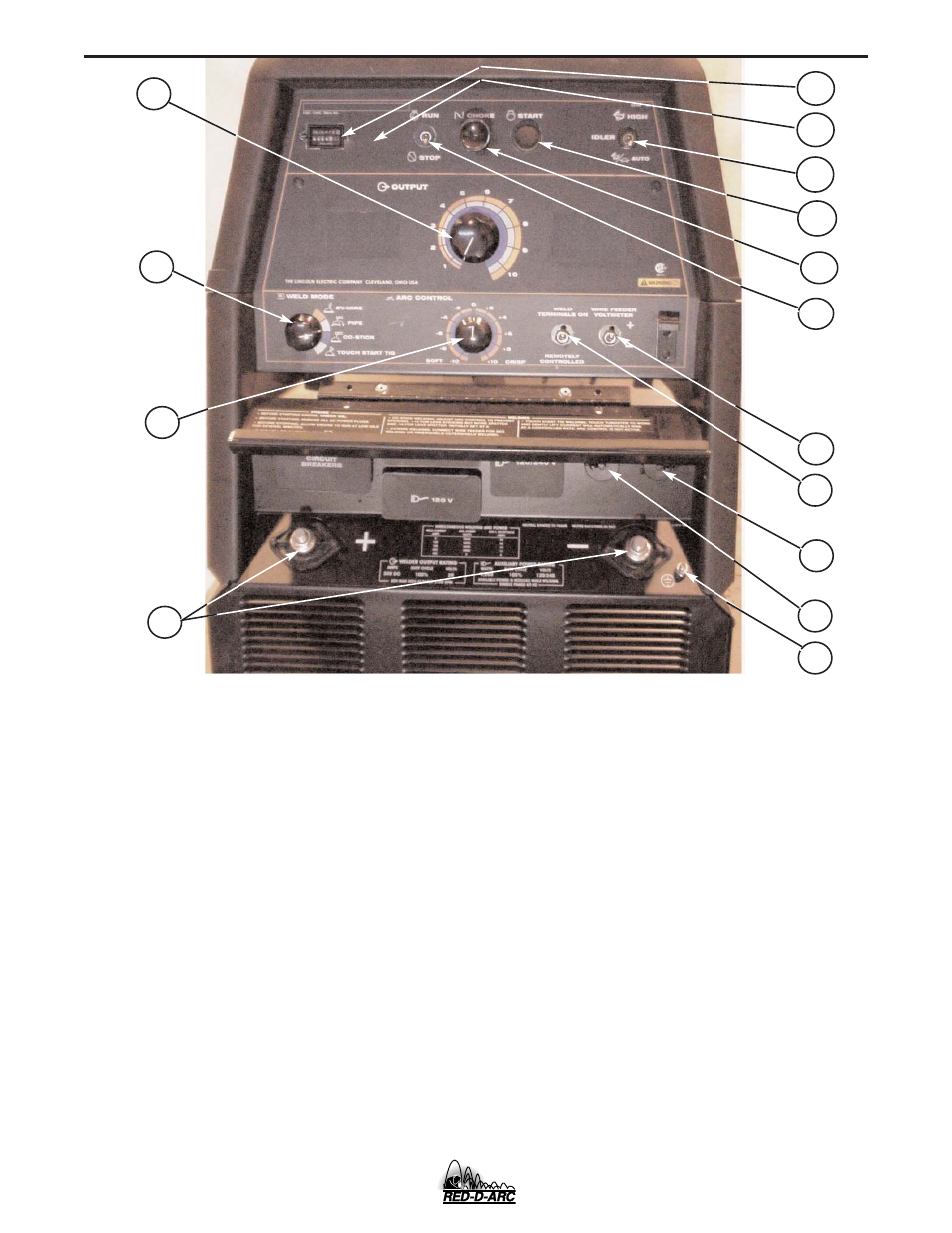
WELDING CONTROLS
1. OUTPUT CONTROL:
The CONTROL dial provides continuous control of the
welding current or welding voltage depending on the
selected welding mode. This control is not active in the
CC-STICK, PIPE, and CV-WIRE modes when a remote
control or wire feeder with remote control is connected
to either the 3 pin or 14 pin Amphenol.
2. WELD MODE SELECTOR SWITCH:
(Provides four selectable welding modes)
CV-WIRE
PIPE
CC-STICK
TOUCH START TIG
3. ARC CONTROL
:
The ARC CONTROL WIRE/STICK dial is active in the WIRE,
STICK and PIPE modes, and has different functions in these
modes. This control is not active in the TIG mode.
CC-STICK, PIPE modes In these modes, the ARC CONTROL
knob sets the short circuit current during stick welding (arc-
force). Increasing the number from -10 to +10 increases the
short circuit current and prevents sticking of the electrode to the
plate while welding. This can also increase spatter. It is recom-
mended that the ARC CONTROL be set to the minimum num-
ber without electrode sticking. Start with a setting at 0.
CV-WIRE mode: In this mode, turning the ARC CONTROL
clock wise from –10 (soft) to +10 (crisp) changes the arc from
soft and washed-in to crisp and narrow. It acts as an induc-
tance control. The proper setting depends on the proce-
dure and operator preference. Start with a setting of 0.
GX 300
1
9
6
3
8
4
7
10
11
12
5
14
13
15
2