Fonctionnement, B-11, Schéma du cycle de soudage tig – Lincoln Electric IM898 PRECISION TIG 375 User Manual
Page 26: Precision tig 375
B-11
FONCTIONNEMENT
B-11
PRECISION TIG 375
INSTRUCTIONS DE MISE AU POINT
POUR SOUDAGE TIG AVEC AMPTROL
Les AMPTROLS à Pédale et Manuelles fonctionnent
de façon semblable. Elles sont faites pour être utilisées
pour le contrôle du courant à distance en soudage TIG
avec le mode de gâchette en 2 Temps de la machine.
(Voir le point 12).
LʼAmptrol est capable de contrôler la sortie de la
Precision TIG sur le registre compris entre le niveau
pré-établi par le contrôle de Sortie Minimum lorsque
lʼAmptrol se trouve en état inactif, et le niveau pré-
établi par le contrôle de Sortie Maximum lorsque
lʼAmptrol se trouve en état complètement activé.
Il est important de remarquer que, même avec la nou-
velle Technologie Micro-Start™ de la Precision TIG,
certains tungstènes peuvent être difficiles à faire
démarrer au faible niveau (2 amps) de régime nominal
minimum de la machine. Au lieu dʼavoir à deviner où
appuyer sur lʼAmptrol pour faire démarrer lʼarc de
façon fiable, le contrôle de Sortie Minimum permet de
prérégler le niveau exact pour obtenir régulièrement
des arcs fiables et des niveaux de remplissage de
cratère minimum à lʼétat minimum (inactivé) de
lʼAmptrol. La FIGURE B.6 illustre la mise au point de la
Precision TIG pour le soudage TIG avec une Amptrol.
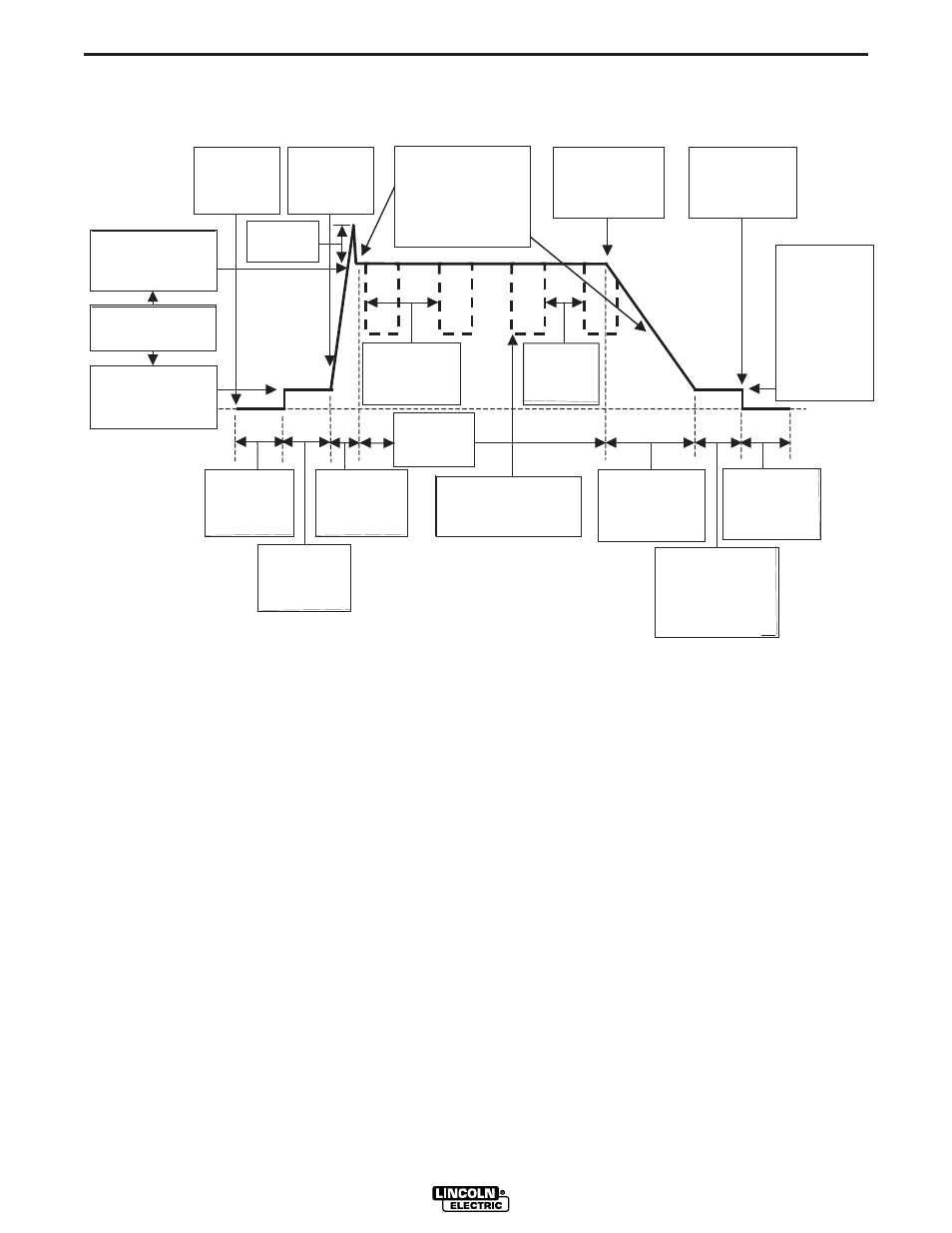
PRÉ – ÉCOULEMENT
Par Défaut 0,5 sec.
Menu Régler
VOIR POINT 7a
TEMPS
DÉMARRAGE
Manuel en
4 Temps
VOIR POINT 12
CROISSANCE
(vers réglage de sortie)
Par Défaut 0,5 sec.
Menu Régler
VOIR POINT 7a
RÉGLAGE (DÉMARRAGE)
DE SORTIE MINIMUM
Ajustable 2-50A
VOIR POINT 7
RÉGLAGE DE SORTIE
MAXIMUM
Ajustable 2-Max.A
VOIR POINT 6
Registre (CRÊTE) pour
Amptrol ouTélécommande
VOIR POINTS 6 ET 7
2 ou 4 TEMPS
Gâchette
Fermée
VOIR POINT 12
4 TEMPS
1ère ouverture
Gâchette
VOIR POINT 12
4 TEMPS
Gâchette Refermée
ou
2 TEMPS
Gâchette Ouverte
VOIR POINT 12
4 TEMPS Gâchette
Ré - ouverte
Après Temps de
Décroissance
VOIR POINT 12
DÉCROISSANCE
Ajustable 0-10 sec.
Avec Panneau Avancé
(0 sec. Fixes sans)
VOIR POINT 17
APRÈS – ÉCOULEMENT
Ajustable 2-60 sec.
ou x2
VOIR POINT 9
NIVEAU DE
REMPLISSAGE DE
CRATÈRE
Panneau Avancé
Sélection Interrupteur DIP
Machine Min.
ou
Réglage MIN.
(comme sans Panneau)
VOIR POINT 7
Avec IMPULSIONS SUR
ALLUMÉ Pas d’Impulsions
Pendant Temps de Croissance
ou Pendant Décroissance
Chute Au-dessous du Réglage
de Fond
% TEMPS ALLUMÉ
Ajustable
5-95%
VOIR POINT 15
FRÉQ. IMPULSIONS
Ajustable
0,1-20 pps
VOIR POINT 14
TEMPS PAR POINT
Ajustable
0,5-5,0 sec.
VOIR POINT 15
FOND
Ajustable
Réglage MIN. – 100% Crête
VOIR POINT 16
TEMPS DE REMPLISSAGE
DE CRATÈRE
Manuel en 2/4 Temps
Avec Redémarrage Inhabilité
VOIR POINT 12 et
Fonctionnalités de Soudage TIG
SURINTENSITÉ À
L’AMORCAGE
Par Défaut +0%
Menu Régler
VOIR POINT 7a
SCHÉMA DU CYCLE DE SOUDAGE TIG