Fonctionnement, Contrôles et réglages, Avertissement – Lincoln Electric IM898 PRECISION TIG 375 User Manual
Page 18
B-3
FONCTIONNEMENT
B-3
PRECISION TIG 375
CONTRÔLES ET RÉGLAGES
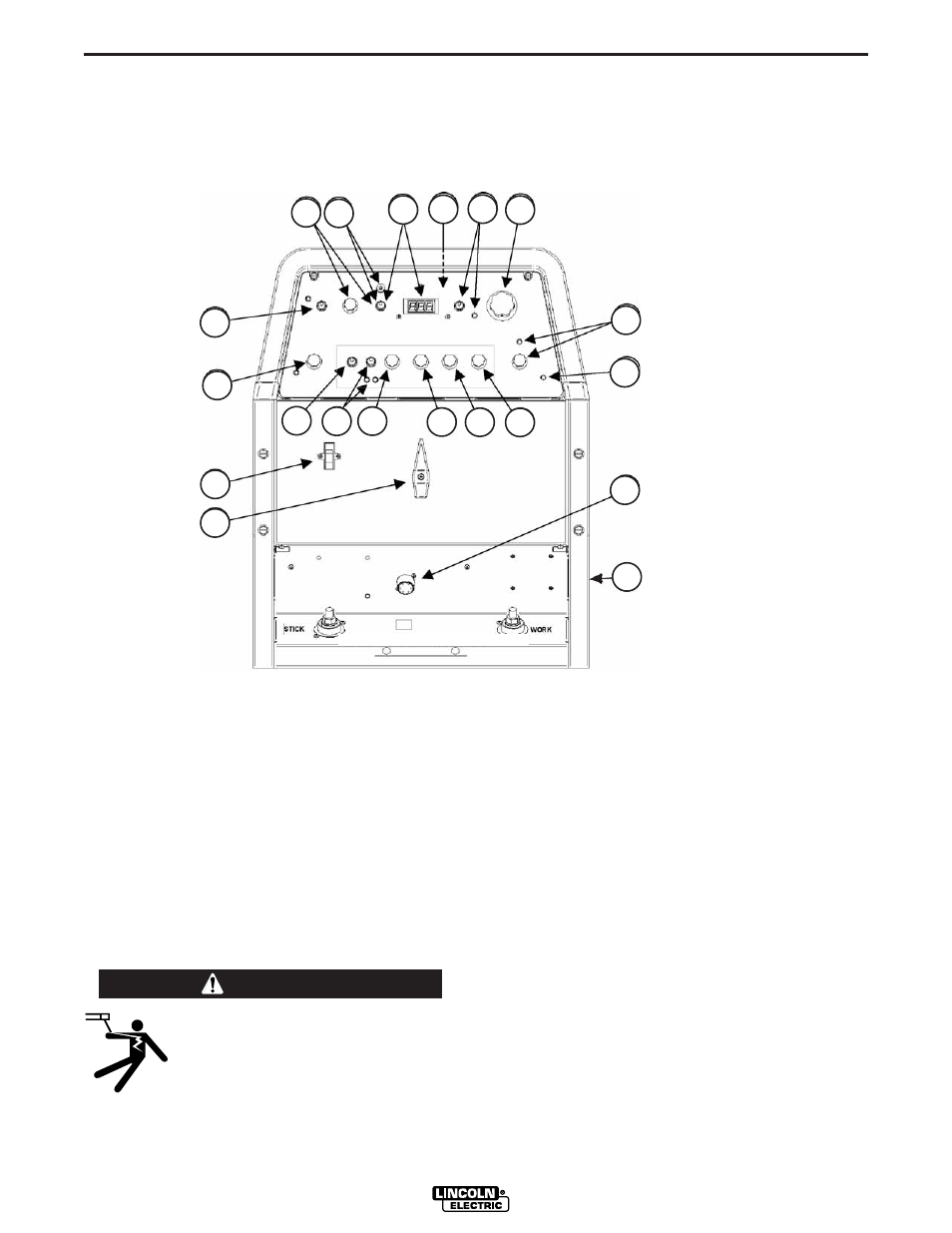
Le Panneau de Contrôle Avant contient les boutons et les interrupteurs nécessaires à lʼajustement du fonction-
nement de la Precision TIG 375, avec des lumières indicatrices de fonctions et un écran dʼaffichage électronique
pour les volts et les ampères. Ses éléments sont décrits ci-après :
FIGURE B.1 - PANNEAU DE CONTRÔLE
19
11
10
9
17
16
15
14
13
12
1
2
3
7
7a
8
9
5
6
4
1. INTERRUPTEUR DE PUISSANCE - Lʼinterrupteur
de la ligne dʼentrée ALLUME ou ÉTEINT la puissance
dʼentrée, comme le montre lʼindicateur de marche /
arrêt des écrans dʼaffichage du panneau avant.
2. INTERRUPTEUR DE POLARITÉ – Lʼinterrupteur de
puissance tournant à 3 positions possède des posi-
tions crantées pour les sélections de CC-, CA et CC+
pour la polarité de soudage de la sortie de lʼÉlectrode.
3. INTERRUPTEUR DE MODE – Lʼinterrupteur de
mode permet la sélection verticale des deux modes
de soudage de la machine. Le mode sélectionné est
indiqué par une lumière de couleur allumée sur le
panneau qui permet dʼobserver à distance le
réglage de la machine :
3.a Mode BAGUETTE (Position du Haut) – Lumière
Rouge sur le panneau.
LES CHOCS ÉLECTRIQUES peuvent
être mortels.
• Lorsque la source de puissance est
ALLUMÉE en mode BAGUETTE, les cir-
cuits dʼélectrode des câbles de torches
Baguette et TIG sont tous deux sous ali-
mentation électrique vers le Travail.
------------------------------------------------------------------------
• Le mode Baguette CC peut être utilisé pour le
soudage à la baguette (SMAW) à des fins générales
dans la mesure de la capacité de la machine. Cette
capacité est trop limitée pour le gougeage à lʼarc au
charbon avec jet dʼair comprimé (AAC).
• Dans ce mode, les terminales de sortie sont activées
sous alimentation électrique, le flux de gaz nʼest pas
activé et les niveaux de SURINTENSITÉ À
LʼAMORÇAGE et de FORCE DʼARC sont fixes, ou
sélectionnables sur le Panneau Avancé (Voir les
Contrôles de Mise au Point Interne) sans ajustement
sur le panneau avant.
3.b Mode TIG (Position du Bas) – Aucune lumière
sur le panneau
• Lorsque lʼInterrupteur de Polarité est réglé sur CA,
le mode TIG fournit une haute fréquence continue
afin de stabiliser lʼarc pour le soudage TIG CA.
La haute Fréquence sʼallume après le temps de pré -
écoulement avec la fermeture de lʼinterrupteur de
démarrage dʼarc, et se coupe lorsque lʼarc sʼéteint
après lʼouverture de lʼinterrupteur de démarrage dʼarc.
* La tension et le courant de lʼarc sont détectés pour
déterminer si lʼarc est établi ou éteint.
AVERTISSEMENT
1.
INTERRUPTEUR DE PUISSANCE
2.
INTERRUPTEUR DE POLARITÉ
3.
INTERRUPTEUR DE MODE
4.
CONTRÔLE DE BALANCE CA
5.
INTERRUPTEUR DE CONTRÔLE DE
COURANT LOCAL / À DISTANCE
6.
CONTRÔLE DE SORTIE MAXIMALE
7.
CONTRÔLE DE SORTIE MINIMALE ET
INTERRUPTEUR DE LʼÉCRAN
DʼAFFICHAGE
7A. BOUTON DE MENU ET INTERRUPTEUR
DE LʼÉCRAN DʼAFFICHAGE
8.
MESUREUR NUMÉRIQUE ET INTERRUP-
TEUR DE LʼÉCRAN DʼAFFICHAGE
9.
TEMPS DʼAPRÈS-ÉCOULEMENT
10. LUMIÈRE DʼINTERRUPTION THERMIQUE
11. RÉCEPTACLE DE CONTRÔLE À DIS-
TANCE
12. INTERRUPTEUR DE GÂCHETTE
13. INTERRUPTEUR DE MODE PAR IMPUL-
SIONS / POINTS
14. CONTRÔLE DE FRÉQUENCE DES
IMPULSIONS
15. % DES IMPULSIONS SUR LE CONTRÔLE
DE TEMPS
16. CONTRÔLE DU COURANT DE FOND DES
IMPULSIONS
17. TEMPS DE DÉCROISSANCE DU
COURANT
18. SÉLECTIONS DE MISE AU POINT
INTERNE (non illustrées)PANNEAU
INTÉRIEUR
19. CONTRÔLE DE LʼINTENSITÉ DE HAUTE
FRÉQUENCE (NON ILLUSTRÉ EMPLACE-
MENT UNIQUEMENT)DU CÔTÉ OUTRE
DE LA MACHINE
I(Illustré sans le couvercle à charnière des bornes)