Operation – Lincoln Electric IM10030 RANGER 3 PHASE User Manual
Page 21
b-5
OPERATION
b-5
RANGER® 3 PhASE
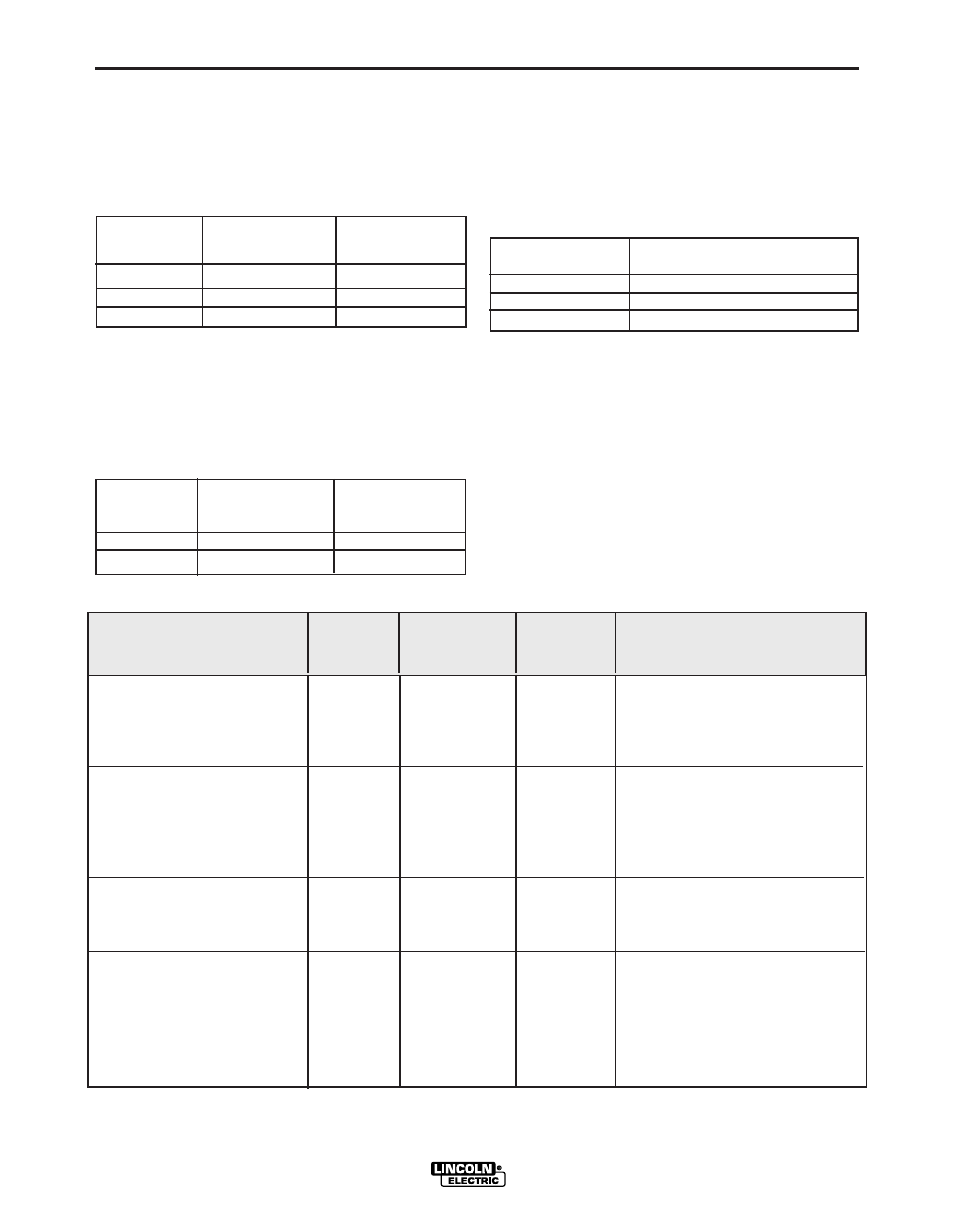
WIRE FEED WELDING PROCESSES
(CONSTANT VOLTAGE)
The Innershield
®
electrode recommended for use with
the RANGER® 3 PHASE is NR
®
-211-MP. The elec-
trode sizes and welding ranges that can be used with
the RANGER® 3 PHASE are shown in the following
table:
The RANGER® 3 PHASE is recommended for limited
“MIG” welding (GMAW - gas metal arc welding). The
recommended electrodes are .030” and .035” L-50
and L-56. They must be used with a blended shield-
ing gas such as C25 (75% Argon - 25% CO
2
). The
welding ranges that can be used with the RANGER®
3 PHASE are shown in the following table:
Diameter Wire Speed Approximate
(in.) Range In./Min. Current Range
.035
80 - 110
75A to 120A
.045
70 - 130
120A to 170A
.068
40 - 90
125A to 225A
Diameter Wire Speed Approximate
(in.) Range In./Min. Current Range
.030
75 - 300
50A to 130A
.035
100 - 250
90A to 175A
SUMMARY OF WELDING PROCESSES
CONTROL ELECTRODE
CAbLE IDLE WhEN NOT TO START
PROCESS USED MODE WELDING WELDING
ELECTRODE
CURRENT RANGE
SETTING
(DC, electrode positive)
1/8 30 - 60 Amps
5/32 90 - 150 Amps
3/16 150 - 250 Amps
ARC GOUGING
The RANGER® 3 PHASE can be used for limited arc
gouging.
Set the Range switch to adjust output current to the
desired level for the gouging electrode being used
according to the ratings in the following table:
*
When welding with MIG wire instead of self-shielded core wire, weld starts can be improved by setting the idle
mode to “HIGH”.
STICK
No
AUTO
Hot
Touch electrode to work.
Welding starts immediately
and engine goes to high
idle.
WIRE FEED, LN-25 WITH
No
AUTO
Cold
Press gun trigger, LN-25
INTERNAL CONTACTOR
contactor closes. Welding
starts immediately and
engine goes to high idle.
Note: Output Control
must be set above “3”.
*
TIG, TIG MODULE WITH
Yes
HIGH
Cold
Press Amptrol,
WITH CONTACTOR KIT
contactor closes,
CONTROL CABLE, &
welding starts immediately.
AMPTROL
WIRE FEED, LN-15
No
AUTO
Cold
Press gun trigger.
ACROSS the ARC
LN-15 contactor closes,
(has internal contactor)
Welding starts immediately
and engine goes to “HIGH”
Idle.
Note: Output Control must
be set above “3”.
*