Operation, 350mp – Lincoln Electric IM10105 POWER MIG 350MP User Manual
Page 24
B-11
B-11
OPERATION
POWER MIG
®
350MP
SPECIAL WELDING PROCESSES
AVAILABLE ON THE POWER MIG
®
350MP
PULSE WELDING (GMAW-P)
The pulsed-arc process is, by definition, a spray trans-
fer process wherein spray transfer occurs in pulses at
regularly spaced intervals. In the time between pulses,
the welding current is reduced and no metal transfer
occurs.
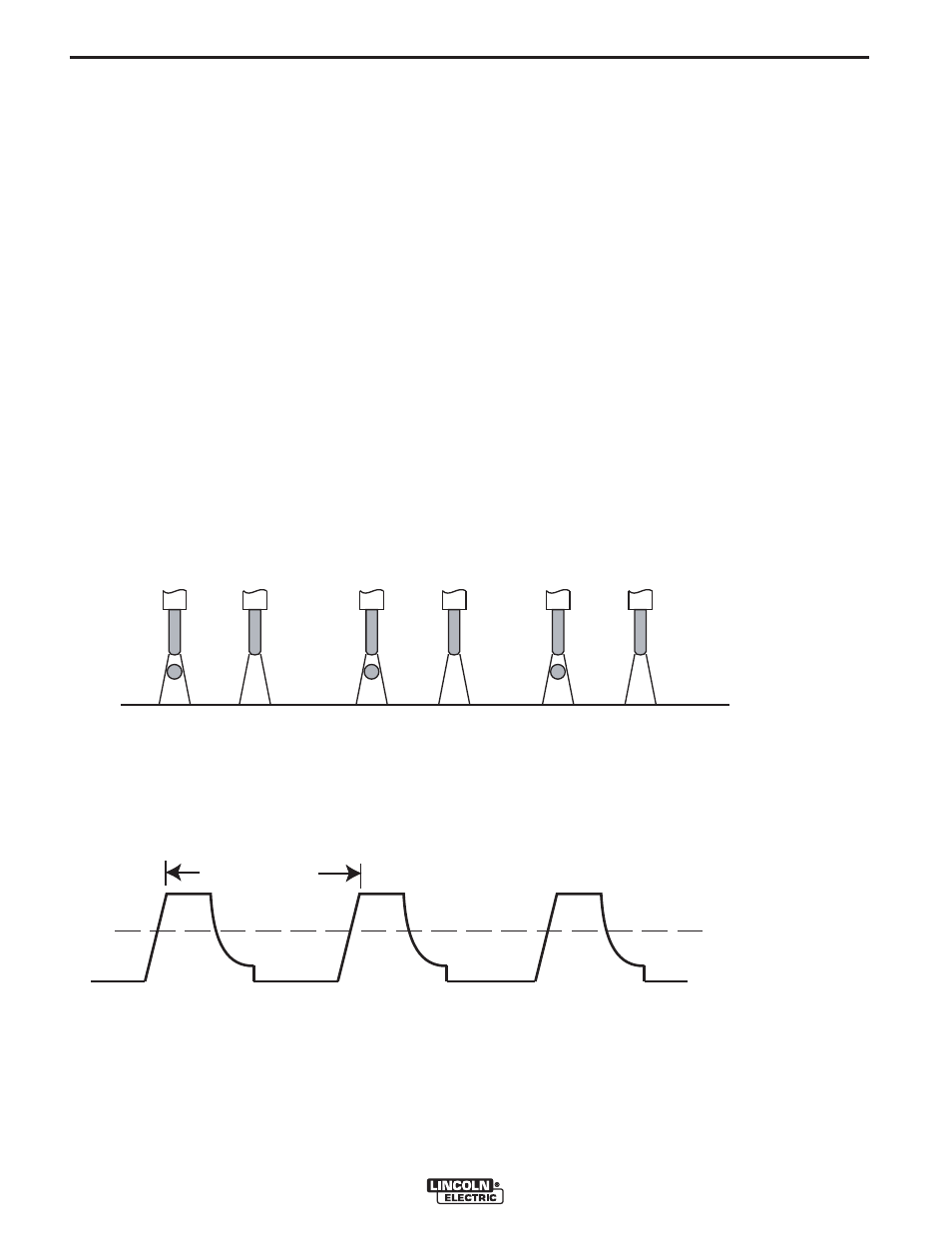
Pulsed-arc transfer is obtained by operating a power
source between low and high current levels. The high
current level or “pulse” forces an electrode drop to the
workpiece. The low current level or “background”
maintains the arc between pulses. (See Figure B.5).
FIGURE B.5
PEAK AMPS
FREQUENCY
SPRAY TRANSITION
CURRENT
EACH PULSE DELIVERS ONE DROPLET OF WELD MATERIAL
Pulsed MIG is an advanced form of welding that takes
the best of all the other forms of transfer while minimiz-
ing or eliminating their disadvantages. Unlike short cir-
cuit, pulsed MIG does not create spatter or run the risk
of cold lapping. The welding positions in pulsed MIG
are not limited as they are with globular or spray and its
wire use is definitely more efficient. Unlike the spray arc
process, pulsing offers controlled heat input that allows
better welding on thin materials, lower wire feed speeds
and leads to less distortion and improved overall quality
and appearance. This is especially important with stain-
less, nickel and other alloys that are sensitive to heat
input.
In GMAW-P mode, arc control adjusts the background
current and frequency of the wave. When arc control
goes up, the frequency increases thus increasing the
droplet transfer rate.