Pacmaster vs, Fig. 2, Fig. 6 fig. 5 – intimus PacMaster S User Manual
Page 23: Fig. 4, Fig. 3, Fig. 1
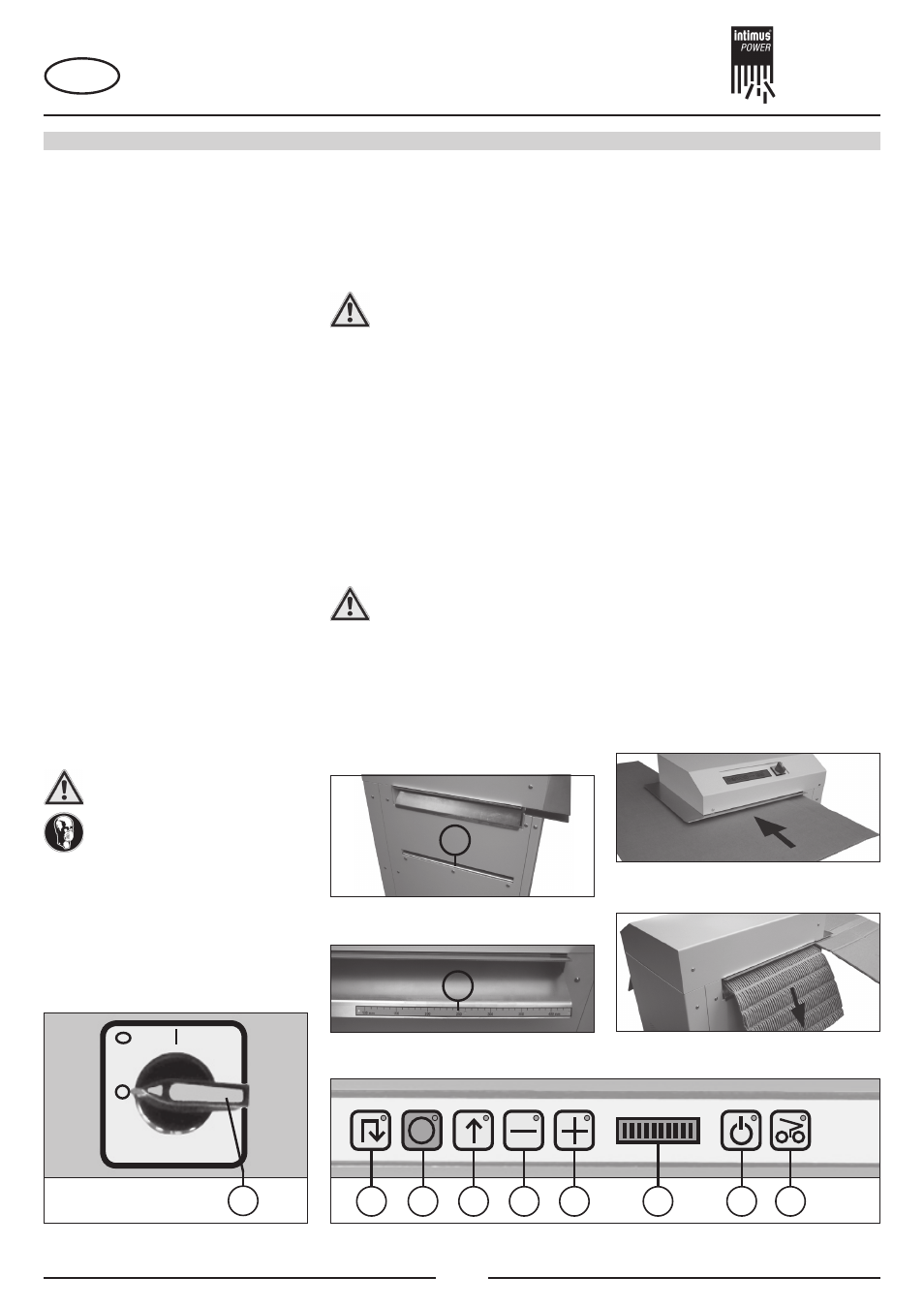
MANÖVERORGAN (fig. 1 och 2):
1 = Huvudströmbrytare (Nödstopp) (fig. 1)
Maskinen slås på resp slås av med den här
brytaren (läge ”I” resp ”0”).
2 = Framåtknapp (fig. 2)
Trycker man på den här knappen går skär-
verket framåt och maskinen kan fyllas på.
3 = Stoppknapp ”S” (fig. 2)
Trycker man på den här knappen stängs
maskinen av och skärverket står still.
4 = Bakåtknapp (fig. 2)
Trycker man på den här knappen går skär-
verket bakåt.
5 = Kontrollampa (fig. 2)
a) ”Driftklar”
Lyser när huvudströmbrytaren (1) är
påslagen.
b) ”Motoröverbelastning”
Blinkar när motorn är överbelastad.
Maskinen kan inte kopplas om till ”Framåt-
körning” under motorns avkylningsfas.
6 = Kontrollampa
”Materialstockning” (fig. 2)
Tänds när skärverket har matats med för
mycket material (se beskrivningen under
„AUTOMATISK OMKOPPLING VID ”ÖVER-
MATNING”.
7 = Plusknapp Vario-Speed (fig. 2)
När den här knappen aktiveras höjs maski-
nens skärhastighet individuellt steglöst.
8 = Minusknapp Vario-Speed (fig. 2)
När den här knappen aktiveras reduce-
ras maskinens skärhastighet individuellt
steglöst, till förmån för en ökad skärkapaci-
tet.
9 = Hastighetsindikator
Vario-Speed (fig. 2)
Visar den för ögonblocket manuellt inställda
hastighetsnivån för det körande skärver-
ket.
Om maskinen skall användas utan
en direkt ansluten dammsugare
(se under ”SPECIALTILLBEHÖR”)
måste
användaren
bära
en
dammskyddsmask!
Används maskinen utan dammsugare
förs det damm som bildas i maskinen
när kartongen bearbetas genom en
separat öppning (10) (fig. 3) på baksidan
av höljet ut till användarens arbetsmiljö.
AUTOMATISK OMKOPPLING
VID ”ÖVERMATNING”:
Om maskinen skulle bli ”övermatad” så ”reglerar”
den det automatiskt på följande vis:
1. Skärverket blockerar. Kontrollampan (6)
(fig. 2) tänds.
2. Skärverket kör en bit bakåt. Materialet fri-
görs.
3. Skärverket kopplar om till framåtkörning igen.
Materialet matas in till skärverket igen.
Det här rörelseförloppet upprepas ända tills att
allt material körts igenom maskinen och blivit
till vadd.
DEN AUTOMATISKA FUNKTIONEN
VARIO-SPEED:
Vario-Speed är en kapacitetsoptimering:
- Vid kartonger bestående av ett enda mindre
tjockt lager ökar Vario-Speed automatiskt ar-
betshastigheten med upp till 50 %.
- Vid kartonger bestående av två eller flera
lager och om det samtidigt behövs en större
skärkapacitet, ändrar Vario-Speed automatiskt
arbetshastigheten till fördel för en högre arbets-
kapacitet.
DEN MANUELLA FUNKTIONEN
VARIO-SPEED:
Användaren har, förutom den automatiska funk-
tionen, även möjligheten att variera arbets-hasti-
gheten individuellt steglöst:
- För att öka arbetshastigheten, tryck ner Vario-
Speeds plusknapp (7) (fig. 2).
- För att minska arbetshastigheten, tryck ner
Vario-Speeds minusknapp (8) (fig. 2), till förmån
för en högre arbetskapacitet.
Den aktuella hastighetsnivån visas via Vario-
Speeds hastighetsindikator (9) (fig. 2).
MASKINENS ANVÄNDNING:
Slå på maskinen på huvudströmbrytaren (1)
(fig. 1). Den lilla kontrollampan ”Driftklar” (5) och
den röda stoppknappens ”S” (3) lampa (fig. 2)
lyser som tecken på att maskinen verkligen är
driftklar.
Aktivera framåtknappen (2) (fig. 2). Skärverket
med sina tillskärningsknivar startar.
För att undvika skador när vadden
senare
skall
hanteras
måste
eventuella metallhäftklammer tas
bort före tillskärningen med hjälp av
en borttagare!
SKÄRNING AV KARTONGBITAR
TILL FÖRPACKNINGSVADD:
- Mata
in
kartongbiten
genom
inmatningsöppningen i specialskärverket för
tillverkning av förpackningsvadd (fig. 5).
- Kartongen skärs motsvarande skärverkets
arbetsbredd i en upp till ca. 425 mm bred
vadd. Kartongremsor som sticker ut skärs av
automatiskt. Som orienteringshjälp för den
önskade bredden på vadden finns måttbandet
vid inmatningsöppningen (11) (fig. 4).
- Ta bort vadden (fig. 6).
- Tryck ner den röda stoppknappen (3) (fig. 2) för
att slå av maskinen.
Mata aldrig in mer material i maskinen
än den tillåtna maximala mängden (se
”TEKNISKA DATA”)!
Om det ändå skulle ha kommit in för
mycket material i skärverket, se under
”AUTOMATISK OMKOPPLING VID
”ÖVERMATNING”.
4
3
2
8
7
9
5
6
Fig. 2
1
Fig. 6
Fig. 5
10
Fig. 4
11
Fig. 3
PacMaster VS
Fig. 1
S
I
88386 5 1
1/12
HANDHAVANDE
HUVUDSTRÖMBRYTARE
S
Översättning av originaldriftsanvisningarna
Übersetzung der Originalbetriebsanleitung
23