Pacmaster vs, Fig. 2, Fig. 6 fig. 5 – intimus PacMaster S User Manual
Page 21: Fig. 4, Fig. 3, Fig. 1
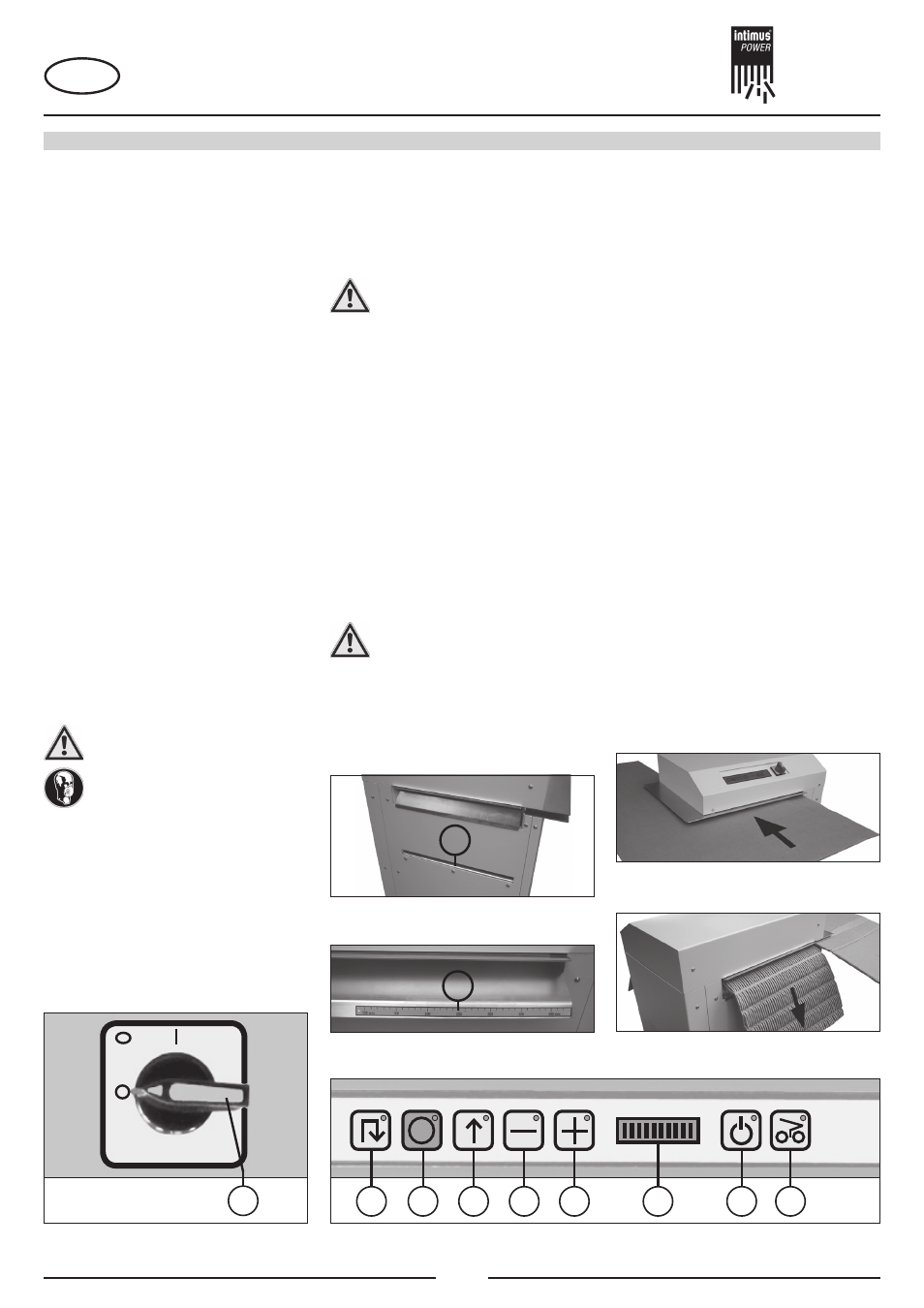
BETJENINGSELEMENTER (fig. 1 og 2):
1 = Hovedbryter (nødstopp) (fig. 1)
Med denne bryteren slås maskinen på hhv.
av (stilling „I“ hhv. „0“).
2 = Fremløpstast (fig. 2)
Ved betjening av denne knappen går skjære-
verket fremover og maskinen kan mates.
3 = Stopp-tast „S“ (fig. 2)
Ved betjening av denne knappen slås mas-
kinen av og skjæreverket stanses.
4 = Returtast (fig. 2)
Ved betjening av denne knappen går skjæ-
reverket bakover.
5 = Kontrollindikator (fig. 2)
a) „Driftsklar“
Lyser når hovedbryteren (1) er slått på.
b) „Overbelastning av motoren“
Blinker, dersom motoren er overbelastet.
Under motorens nedkjølingsfase kan
maskinen ikke slås på „fremløp“.
6 = Kontrollindikator
„Materialopphoping“ (fig. 2)
Lyser opp dersom for mye materiale er
tilført skjæreverket (se beskrivelsen under
„AUTOMATISK KOBLING VED „OVER-
FÔRING“.
7 = Plusstast Vario-Speed (fig. 2)
Når denne tasten betjenes, økes maskinens
skjærehastighet individuelt og trinnløst.
8 = Minustast Vario-Speed (fig. 2)
Når denne tasten betjenes, reduseres maski-
nens skjærehastighet individuelt og trinnløst,
og til fordel for øket skjæreytelse.
9 = Hastighetsindikator
Vario-Speed (fig. 2)
viser det aktuelt innstilte hastighetsnivå når
skjæreverket er i drift.
Hvis maskinen skal drives uten
direkte tilkoblet støvavsug (se under
„SPESIALTILBEHØR“), må operatøren
ha på støvbeskyttelsesmaske!
Ved igangsetting uten støvavsug føres
støvet som oppstår ved bearbeiding
av kartongen i maskinen gjennom
en separat åpning (10) (fig. 3) i
husets bakvegg utover i operatørens
arbeidsområde.
AUTOMATISK KOBLING
VED „OVERFÔRING“:
Dersom maskinen er blitt „overfôret“ , er den i
stand til å „regulere“ alt videre automatisk på
følgende måte:
1. Skjæreverket blokkerer. Kontrollindikatoren (6)
(fig. 2) lyser.
2. Skjæreverket kjører et stykke bakover. Mate-
rialet frigis.
3. Skjæreverket kobler igjen på fremløp. Materialet
tilføres skjæreverket på nytt.
Denne bevegelsesprosessen gjentas automa-
tisk av maskinen inntil materialet har passert
igjennom uten rester, og er ferdig bearbeidet til
fôringsmatter.
AUTOMATISK FUNKSJON VARIO-SPEED:
Vario-Speed er en ytelsesoptimering:
- Ved 1-lags kartonger med liten kartongtykkelse
øker Vario-Speed arbeidshastigheten auto-ma-
tisk med opptil 50%.
- Ved flerlags kartonger, og ved behov for en
større skjæreytelse, omdanner Vario-Speed
arbeidshastigheten automatisk til fordel for en
høy arbeidsytelse.
MANUELL FUNKSJON VARIO-SPEED:
I tillegg til den automatiske funksjonen har bru-
keren mulighet for å variere arbeidshastigheten
individuelt og trinnløst:
- Trykk på plusstasten Vario-Speed (7) (fig. 2) for
å øke arbeidshastigheten.
- Trykk på minustasten Vario-Speed (8) (fig. 2)
for å redusere arbeidshastigheten til fordel for
en større arbeidsytelse.
Det aktuelle hastighetsnivået vises på hastighet-
sindikatoren Vario-Speed (9) (fig. 2).
BRUK AV MASKINEN:
Slå apparatet på med hovedbryteren (1) (fig. 1).
Som tegn for at det er driftsklart, lyser den lille
lampen på kontrollindikatoren „driftsklar“ (5), samt
lampen på den røde stopptasten „S“ (3) (fig. 2).
Betjen fremløpstasten (2) (fig. 2). Skjæreverket
med tilskjærerknivene startes.
På grunn av farer for skader ved en
senere håndtering av fôringsmatter må
eventuelt eksisterende metallstifter
fjernes med egnet stiftfjerner før
mattene skjæres!
SKJÆRING AV KARTONGSTYKKER
TIL FÔRINGSMATTER FOR EMBALLASJE:
- Tilfør kartongstykkene for fremstilling av fôringsmatter
for emballasje gjennom inngangsåpningen til
spesialskjæreverket (fig. 5).
- Kartongen skjæres i en inntil ca. 425 mm
bred fôringsmatte tilsvarende skjæreverkets
arbeidsbredde. Kartongstykker som står utover
skjæres av automatisk. Som orienteringshjelp
for fôringsmattens ønskede bredde benyttes
ved dette målebåndet (11) (fig. 4) som er
plassert ved innløpsåpningen.
- Ta ut kartongene som er bearbeidet til fôrings-
matter for emballasje (fig. 6).
- Trykk den røde stopptasten (3) (fig. 2) for å slå
av.
Mat aldri apparatet med mer materiale
enn den oppgitte maksimalmengden
(se „TEKNISKE DATA“)!
Er det allikevel kommet for mye materiale
inn i skjæreverket, se „AUTOMISK KOB-
LING“ under „OVERFÔRING“.
4
3
2
8
7
9
5
6
Fig. 2
1
Fig. 6
Fig. 5
10
Fig. 4
11
Fig. 3
PacMaster VS
Fig. 1
S
I
88386 5 1
1/12
BETJENING
HOVEDBRYTER
N
Oversettelse av den originale driftsinstruksen
Übersetzung der Originalbetriebsanleitung
21