Gorman-Rupp Pumps SFV4A-X 1531245 and up User Manual
Page 42
OM-06628
SFV SERIES X‐PROOF PUMPS
PAGE E - 19
MAINTENANCE AND REPAIR
file or hand honing stone to restore original con
tours. If the shaft is bent or severely damaged, the
motor must be replaced.
The shaft seal assembly should not be reused be
cause wear patterns on the finished faces cannot
be realigned during reassembly. This could result
in premature failure.
Handle the seal parts with extreme care to prevent
damage. Be careful not to contaminate the preci
sion finished faces; even fingerprints on the faces
can shorten seal life. If necessary, clean the faces
with a non‐oil based solvent and a clean, lint‐free
tissue. Wipe lightly in a circular pattern to avoid
scratching the faces.
Inspect the seal components for wear, scoring,
grooves, and other damage that might cause leak
age. If any components are worn, replace the com
plete seal; never mix old and new seal parts.
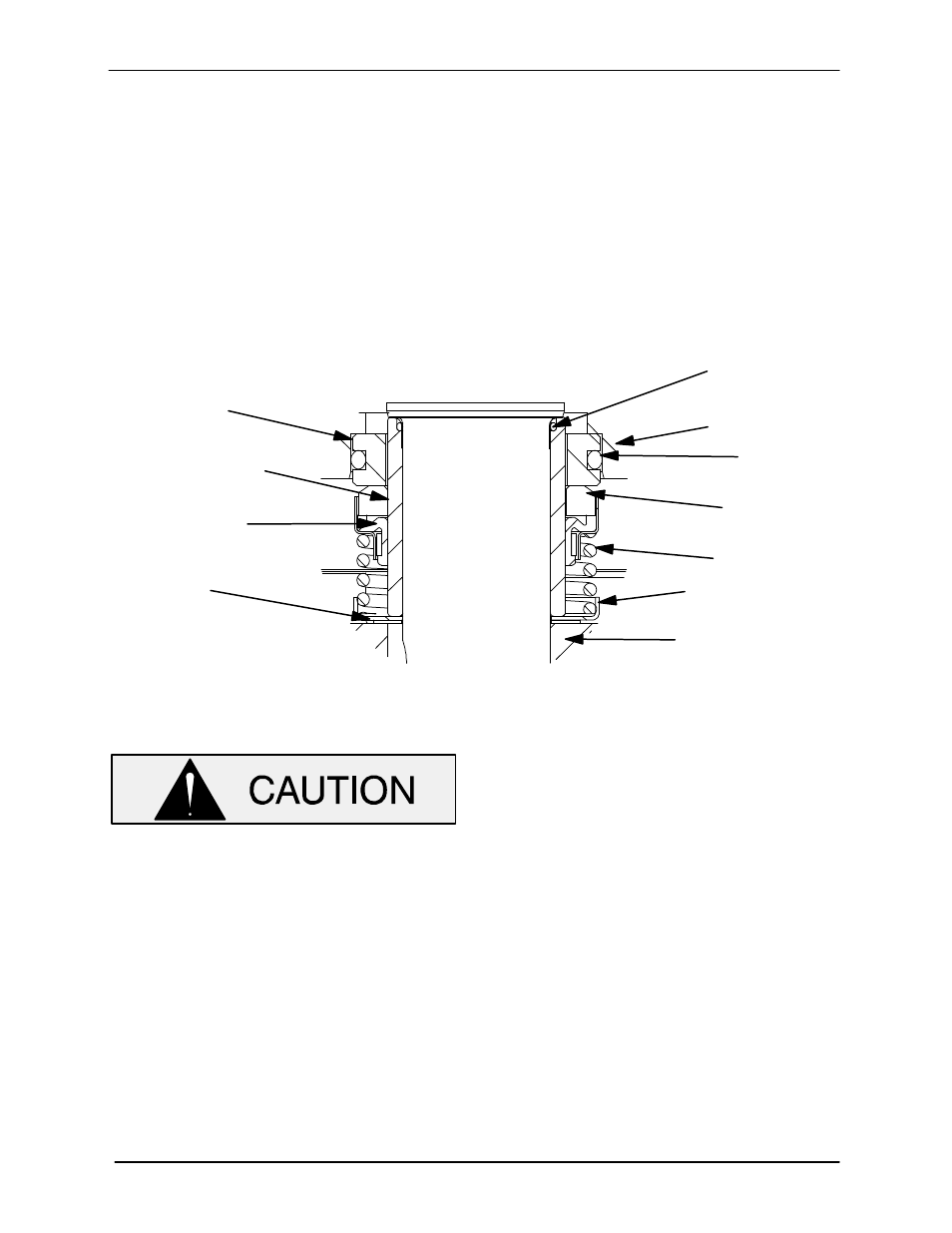
Install the shaft seal as shown in the following illus
tration.
IMPELLER
ROTATING
ELEMENT
SEAL PLATE
STATIONARY
SEAL SEAT
SPRING
BELLOWS AND
RETAINER ASSY
SPRING
RETAINER
SHIM SET
O‐RING
SHAFT SLEEVE
O‐RING (IF
USED)
SHAFT SLEEVE
(IF USED)
Figure E-7. Typical Lower Seal Assembly
The seal assembly is not designed for op
eration at temperatures above 104
_F
(40
_C). Do not use at higher operating
temperatures.
Seal Installation (With Shaft Sleeve)
Thoroughly clean the O‐ring surfaces and seal
bore of the seal plate. The seal bore must be free of
burrs and nicks which could damage the seal. In
spect the seal plate for cracks, distortion, or ero
sion and replace it if defective.
Lubricate the seal sleeve O‐ring with light oil and
slide it onto the rotor shaft until it is seated against
the shaft shoulder. Use caution not to nick or dam
age the O‐ring on the shaft keyway.
Position the seal plate on a clean flat surface with
the impeller side up.
Unpack the seal stationary seat and O‐ring. Apply
a light coating of oil to the seal plate bore and the
O.D. of the stationary seat O‐ring. Keep the sealing
face dry.
Position the stationary seat and O‐ring in the seal
plate bore with the sealing face up and cover the
seal face with a clean tissue. Use your thumbs to
press the assembly into the bore. Apply equal
pressure on opposite sides until the seat contacts
the bore shoulder. Remove the tissue and inspect
the seal face to ensure that it is clean and dry. If
cleaning is necessary, use clean tissue to wipe
lightly in a circular pattern.