Gorman-Rupp Pumps 04B3-F4L 1242057 thru 1316965 User Manual
Page 31
0 SERIES
OM--01216
MAINTENANCE & REPAIR
PAGE E -- 10
NOTE
If a hot oil bath is used to heat the bearing, both the
oil and the container must be
absolutely clean. If
the oil has been previously used, it must be
thor-
oughly filtered.
The bearing may be heated to ease installation. An
induction heater, hot oil bath, electric oven, or hot
plate may be used to heat the bearing. Bearings
should
never be heated with a direct flame or di-
rectly on a hot plate.
NOTE
Position the bearing on the shaft as indicated in Fig-
ure 4.
Heat the bearing to a uniform temperature
no
higher than 250_F (120_C), and slide the bearing
onto the shaft until fully seated against the bearing
spacer. This should be done quickly, in one con-
tinuous motion, to prevent the bearing from cool-
ing and sticking on the shaft.
Use caution when handling hot bear-
ings to prevent burns.
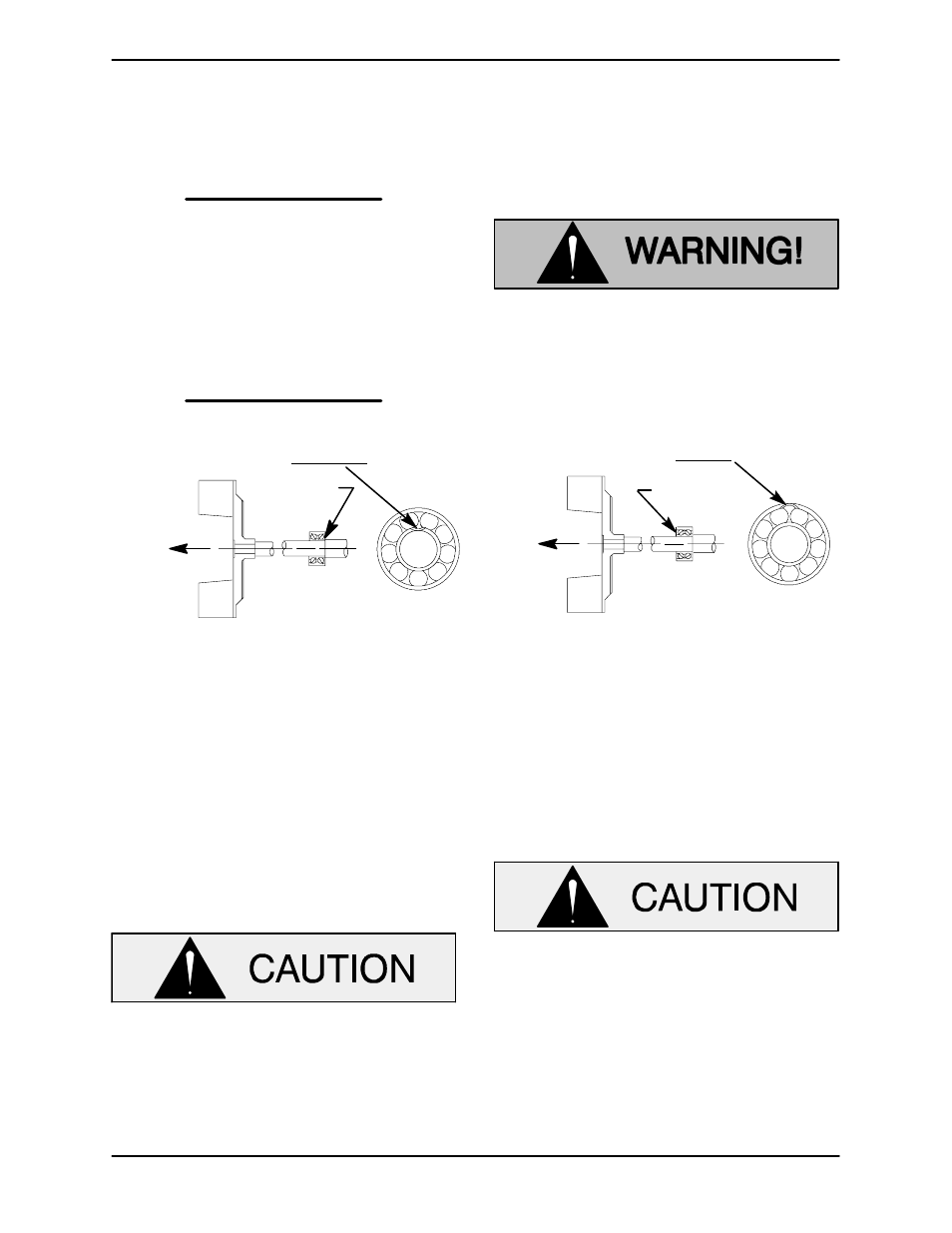
INSTALLATION OF NEW DEPARTURE OR
BCA/FEDERAL MOGAL 5300W SERIES BEARINGS
(OPEN OR ENCLOSED IMPELLERS)
INSTALLATION OF MRC/SKF 5300M OR
FAFNIR 5300W SERIES BEARINGS
(OPEN OR ENCLOSED IMPELLERS)
LOADING
DIRECTION OF
THRUST
BALL LOADING
GROOVE POSITIONED
AWAY FROM IMPELLER
GROOVE
DIRECTION OF
THRUST
LOADING
BALL LOADING
GROOVE POSITIONED
TOWARD IMPELLER
GROOVE
Figure 4. Bearing Positioning
After the bearing has been installed and allowed to
cool, check to ensure that it has not moved in
shrinking. If movement has occurred, use a suit-
able sized sleeve and a press to reposition the
bearing.
If heating the bearing is not practical, use a suitable
sized sleeve and an arbor (or hydraulic) press to in-
stall the bearing on the shaft.
When installing the bearing on the shaft,
never press or hit against the outer race,
balls, or ball cage. Press
only on the inner
race.
Pack the bearing by hand with No. 0 lithium based
grease until the bearing balls are thoroughly lubri-
cated. Secure the bearing on the shaft with the in-
board bearing retaining ring (24).
Slide the shaft and assembled bearing into the in-
termediate bore from the drive end until the bear-
ing seats squarely against the bore shoulder.
When installing the shaft and bearing into
the bearing bore, push against the outer
race.
Never hit the balls or ball cage.
Install the spacer (22) in the intermediate. Pack the
intermediate with 2/3 lb. (0.3 kg.) of No. 0 lithium
based grease (approximately 1/3 full).
Screw the bearing retaining nut (21) into the inter-
mediate and check the shaft endplay. Adjust the
bearing retaining nut to establish the correct