Operation, B-6 break-in period, Typical fuel consumption – Lincoln Electric 500 User Manual
Page 23: Welder operation
B-6
OPERATION
B-6
BREAK-IN PERIOD
The engine used to supply power for your welder is a heavy
duty, industrial engine. It is designed and built for rugged
use. It is very normal for any engine to use small quantities
of oil until the break-in is accomplished. Check the oil level
twice a day during the break-in period. In general this takes
50 to 100 hours of operation.
IMPORTANT
IN ORDER TO ACCOMPLISH THIS BREAK-IN, THE UNIT
SHOULD BE SUBJECTED TO HEAVY LOADS, WITHIN
THE RATING OF THE MACHINE. AVOID LONG IDLE
RUNNING PERIODS.
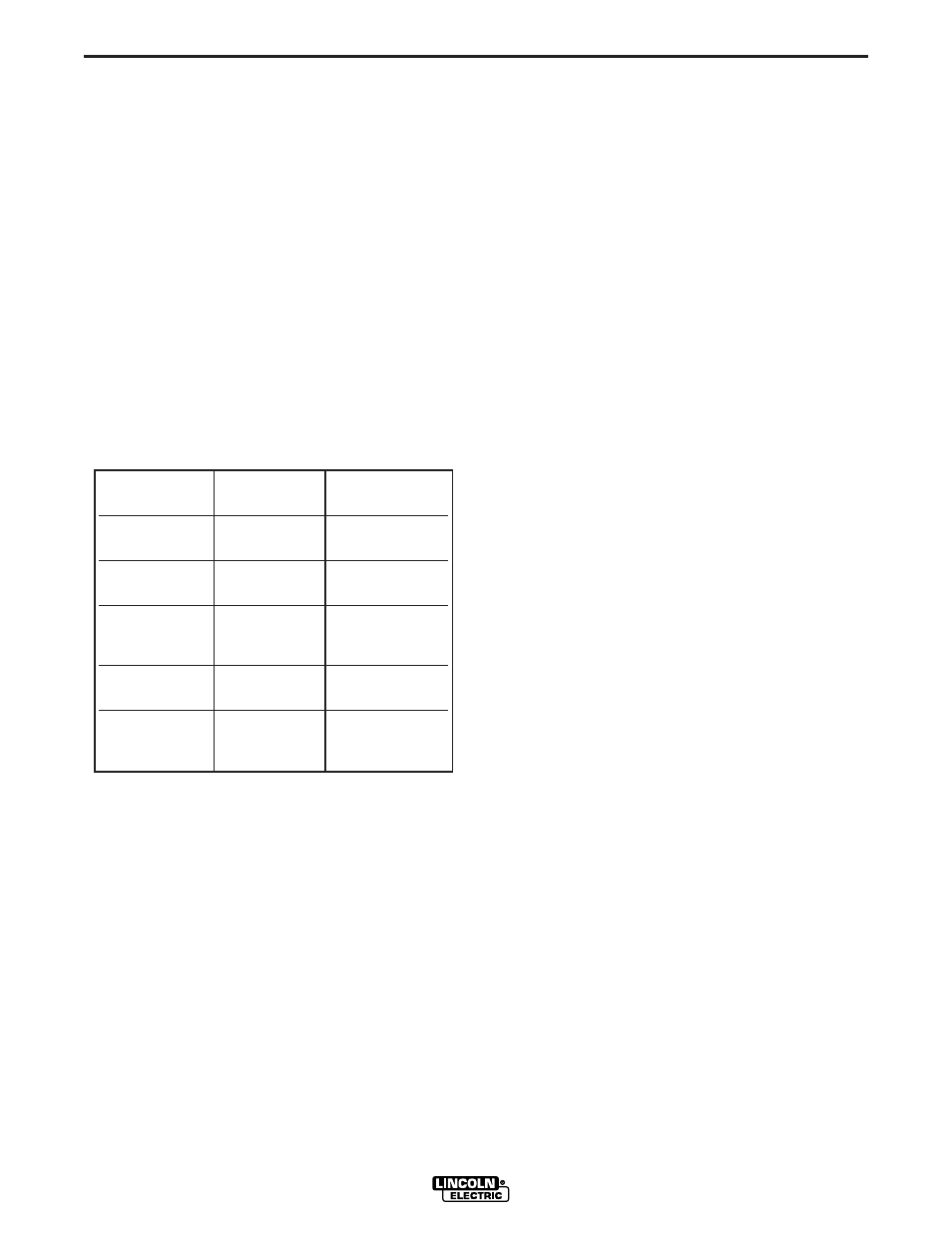
TYPICAL FUEL CONSUMPTION
Refer to Table B.2 for typical fuel consumption of the VAN-
TAGE 500 CUMMINS Engine for various operating scenar-
ios.
WELDER OPERATION
DUTY CYCLE
Duty cycle is the percentage of time the load is being
applied in a 10 minute period. For example, a 60% duty
cycle represents 6 minutes of load and 4 minutes of no load
in a 10 minute period.
STICK WELDING MODE
The VANTAGE 500 CUMMINS can be used with a broad
range of DC stick electrodes.
The MODE switch provides two stick welding settings as fol-
lows:
CC-STICK MODE
The CC-STICK position of the MODE switch is designed for
horizontal, vertical-up and over head welding with all types
of electrodes, especially low hydrogen. The OUTPUT CON-
TROL knob adjusts the full output range for stick welding.
The ARC CONTROL knob sets the short circuit (arc-force)
current during stick welding. Increasing the number from -
10(Soft) to +10 (Crisp) increases the short circuit current
and prevents sticking of the electrode to the plate while
welding. This can also increase spatter. It is recommended
that the ARC CONTROL be set to the minimum number
without electrode sticking. Start with the knob set at 0.
DOWNHILL PIPE MODE
This slope controlled setting is intended for “out-of-position”
and “down hill” pipe welding where the operator would like
to control the current level by changing the arc length. The
OUTPUT CONTROL knob adjusts the full output range for
pipe welding.
The ARC CONTROL knob sets the short circuit current (arc-
force) during stick welding to adjust for a soft or a more
forceful digging arc (Crisp). Increasing the number from -
10(Soft) to +10(Crisp) increases the short circuit current
which results in a more forceful digging arc. Typically a
forceful digging arc is preferred for root and hot passes. A
softer arc is preferred for fill and cap passes where weld
puddle control and deposition (“stacking” of iron) are key to
fast travel speeds. It is recommended that the ARC CON-
TROL be set initially at 0.
TOUCH START TIG MODE
The VANTAGE 500 CUMMINS can be used in a wide vari-
ety of DC TIG welding applications.
The TOUCH START TIG setting of the MODE switch is for
DC TIG (Tungsten Inert Gas) welding. To initiate a weld, the
OUTPUT CONTROL knob is first set to the desired current
and the tungsten is touched to the work. During the time the
tungsten is touching the work there is very little voltage or
current and, in general, avoids tungsten contamination.
Then, the tungsten is gently lifted off the work in a rocking
motion, which establishes the arc.
To stop the arc, simply lift the TIG torch away from the work
piece. When the arc voltage reaches approximately 30 volts,
the arc will go out and the machine will automatically reset
to the touch start current level. The tungsten may then be
retouched to the work piece to restrike the arc. The arc may
also be started and stopped with an Amptrol or Arc Start
Switch.
The ARC CONTROL is not active in the TIG mode.
In general the ʻTouch Startʼ feature avoids tungsten contam-
ination without the use of a Hi-frequency unit. If the use of a
high frequency generator is desired, the K930-2 TIG Module
can be used with the VANTAGE 500 CUMMINS. The set-
tings are for reference.
The VANTAGE 500 CUMMINS is equipped with the
required R.F. bypass circuitry for the connection of high fre-
quency generating equipment.
VANTAGE 500 CUMMINS
Table B.2
CUMMINS B3.3 Engine Fuel Consumption
CUMMINS B3.3
Running Time for
53HP(40Kw)
25GAL.(94.6L)
@1800 RPM
(Hours)
Low Idle -
.43 Gal./hour
58
no load 1400 RPM
(1.62 L/hour)
High Idle -
.66 Gal./hour
38
no load 1890 RPM
(2.5 L/hour)
DC CC Weld
1.96 Gal./hour
12.8
Output 500
(7.40 L/hour)
Amps @ 40 Volts
Auxiliary Power
1.32 Gal./hour
18.9
12,000 VA
( 5.00 L/hour)
Auxiliary Power
1.84 Gal./hour
13.6
20,000 VA
(6.97 L/hour)