Pipeliner nr-207xp, Welding positions advantage lincoln, Conformance – Lincoln Electric 2HBG User Manual
Page 14: Typical applications, Deposit composition, Diameters / packaging, Mechanical properties
14
Pipeliner
www.lincolnelectric.com
PIPELINER NR-207XP
AWS: E71T8-K6 Self-Shielded Flux-Cored (FCAW-S) Wire Electrode
For consistently high impact values,
choose 207XP. Optimum perfor-
mance on vertical down, hot, fill and
cap passes on standard cross-country
pipelines and arctic grade pipe.
Recommended for API Pipe Grades
X42 through X70.
WELDING POSITIONS
ADVANTAGE LINCOLN
• Consistently high CVN properties,
even down to -40˚F (-40˚C).
• Virtually eliminates CVN values
below 42 ft•lbf (56 joules).
• Self-shielded, flux-cored. No need
for external gas or flux.
• Produces quality welds in moderate
wind conditions with no tenting.
CONFORMANCE
AWS A5.29-98: E71T8-K6
ASME SFA-5.29: E71T8-K6
• Our quality driven manufacturing
system – certified to ISO 9001 –
and our exceptionally high grade
raw materials mean every coil of
Innershield delivers great arc
characteristics and superior
feedability.
• Manufactured to actual lot control.
Actual certificates of conformance
are available upon request.
TYPICAL APPLICATIONS
• Suggested for use on applications
demanding consistently high tough-
ness.
• Standard cross country pipelines.
• Arctic grade pipe.
1G
2F
4G
2G
5G
➔
3G
➔
%C
%Mn
%P
%S
%Si
%Al
%Ni
%Cr
%Mo
%V
Requirements
AWS E71T8-K6
.15
.50-
.03
.03
.80
1.80
.40-
.20
.15
.05
max.
1.50
max.
max.
max.
max.
1.00
max.
max.
max.
Typical Results
.055
.98
.009
<.003
.07
.80
.61
.04
.03
<.003
DEPOSIT COMPOSITION
- As Required per AWS A5.29
DIAMETERS / PACKAGING
Diameter
14 Lb. (6.3 kg) Coil
in.
(mm)
[ 56 Lb. (25.4 kg)
Master Sealed Pail ]
5/64 (2.0)
ED030925
MECHANICAL PROPERTIES
- As Required per AWS A5.29-98 (Standard AWS Test Plate)
NOTE: Pipeliner elec-
trodes are manufactured
under lot control. A
Certificate of Test showing
actual deposit chemistry
and mechanical properties
per AWS A5.29 is avail-
able on request from the
factory for every lot of
electrode.
(Fax 216-383-8386).
(1)
The strength and elongation properties reported were obtained from a .505" tensile specimen artificially aged at 220°F
(104°C) for 48 hours, as permitted by AWS A5.29-98. A naturally aged tensile specimen may take months to achieve the
specified properties. The time required for the natural aging of weld deposits is dependent upon ambient conditions, weld-
ment geometry, the metallurgical structure of the weld deposit and other factors.
(2)
Standard testing completed to AWS test plate specifications.
Figure 1 below shows results on a simulated pipe joint.
Charpy V-Notch
Yield Strength
Tensile Strength
(1)
Elongation
(1)
ft•lbf (Joules)
(2)
Hardness
psi (MPa)
psi (MPa)
(%)
@ -20°F (-29°C)
@-40°F (-40°C)
Rockwell B
Requirements
58,000 (400)
70,000 - 90,000
20
20 (27)
Not
.
Not
AWS E71T8-K6
min.
(483 - 620)
min.
min.
Required
.
Required
Typical Results
63,000
79,000
30
173 - 251
147
.
NA
(434)
(545)
(234 - 340)
(199)
..
0
40
20
60
80
100
120
140
160
180
200
220
240
0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
CVN (ft-lbs)
%
o
f
T
o
ta
l
S
a
m
p
le
s
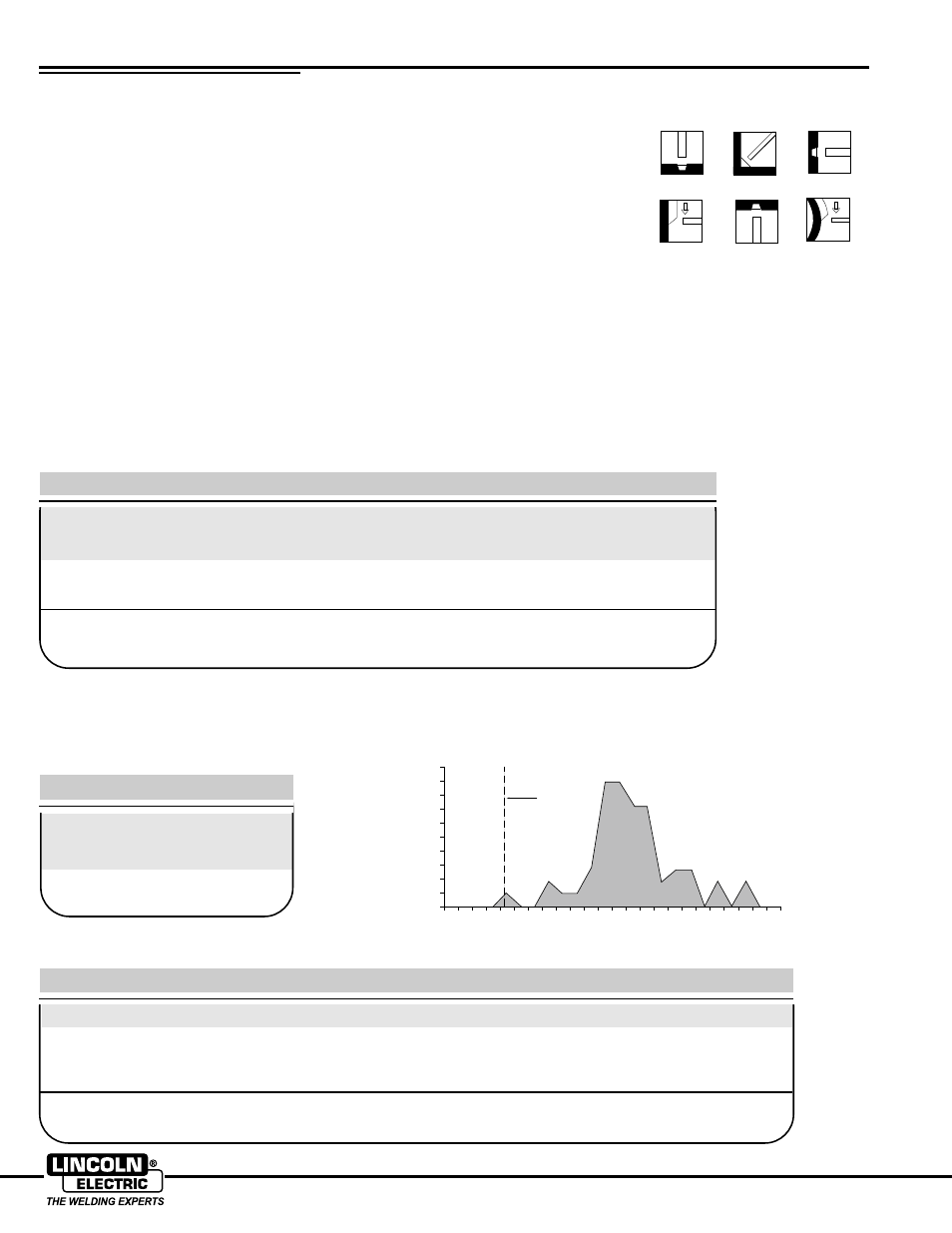
Figure 1 – CVN Distribution
E6010 Root Pass on Simulated Pipe Joint
@ -4˚F (-20˚C)
NR-207XP virtually eliminates CVN values below 42 ft•lbf (56 joules).
42 ft•lbf (56 joules)
Typical Operating Procedures – See page 15.