Jaw chuck, Tailstock, Mounting workpiece – Southbend SB1014 User Manual
Page 34
-32-
For Machines Mfg. Since 7/09
EVS Toolroom Lathes
O P E R A T I O N
4-Jaw Chuck
Refer to Chuck & Faceplate Mounting
instructions on Page 27 to mount the 4-jaw
chuck to the spindle.
The 4-jaw chuck features independently
adjustable hardened steel jaws to hold non-
cylindrical or off-center workpieces. Each jaw can
be removed from the chuck body and reversed for
a wide range of work holding versatility.
Mounting Workpiece
Items Needed
Qty
Chuck Key ............................................................. 1
Chuck Cradle or Plywood
3
⁄
4
" (to protect bed) ...... 1
To mount a workpiece on the 4-jaw chuck:
1.
DISCONNECT LATHE FROM POWER!
2.
Place a chuck cradle or plywood on the
bedway below the chuck to protect it.
3.
Use the chuck key to open each jaw so the
workpiece will lay flat against the chuck face
or jaw steps.
4.
With help from another person or a
supporting device, mount the workpiece
centered on the chuck, then turn each jaw
until it makes contact with the workpiece.
6.
After the workpiece is held in place by
the jaws, turn the chuck by hand and pay
attention to the workpiece alignment.
— If the workpiece is not correctly aligned
for your operation as you turn the chuck,
make fine adjustments by slightly
loosening one jaw and tightening the
opposing jaw until the workpiece is
correctly aligned (see Figure 54 for an
example).
Figure 54. Example of non-concentric workpiece
correctly mounted on the 4-jaw chuck.
Figure 53. 4-jaw tightening sequence.
1
2
3
4
Workpiece
Center Point
5.
Tighten each jaw in small increments. After
you have adjusted the first jaw, continue
tightening in an opposing sequence, as
shown in Figure 53.
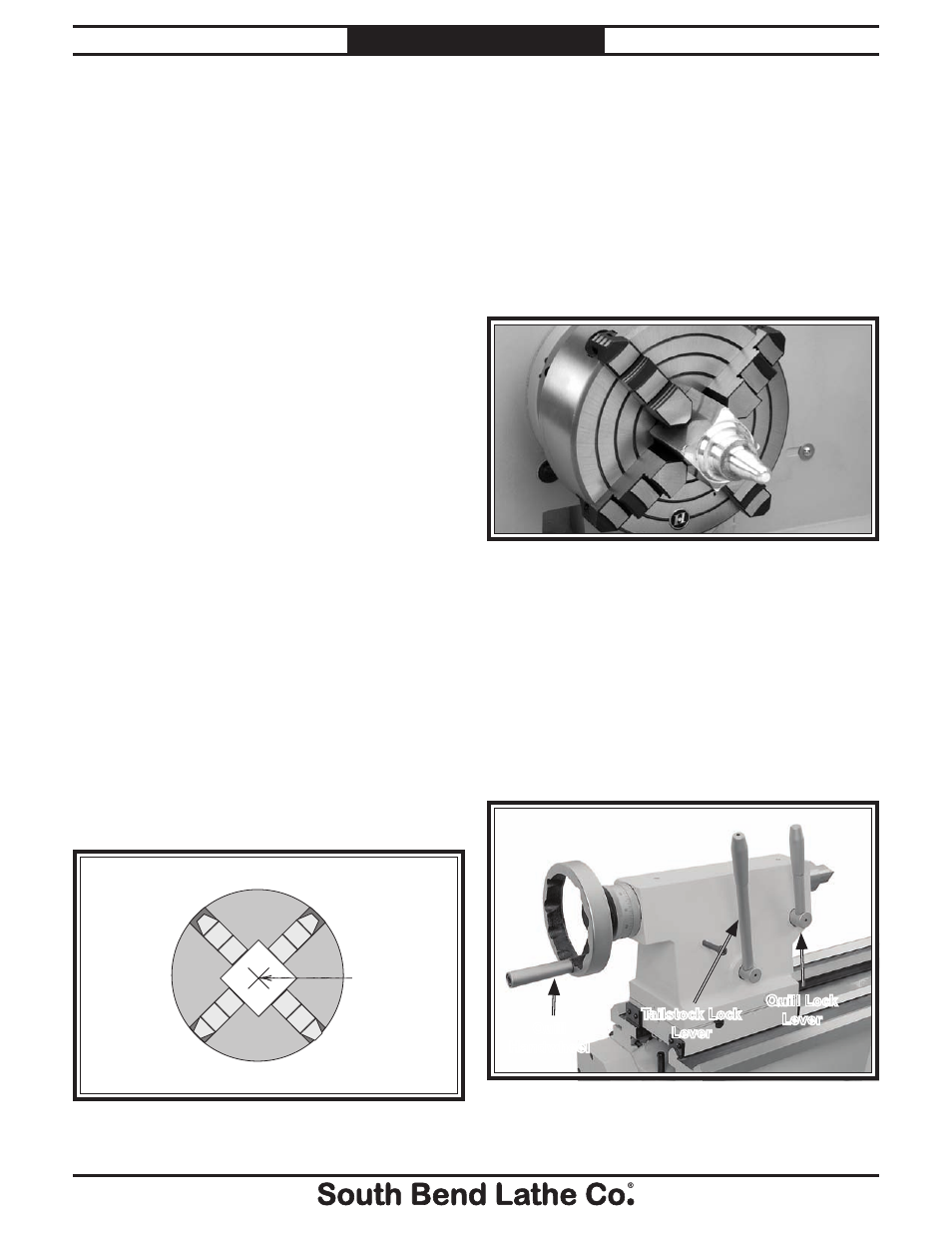
Figure 55. Tailstock and quill lock handles in locked
position.
Tailstock Lock
Lever
Quill
Handwheel
Quill Lock
Lever
Tailstock
The tailstock (Figure 55) on your lathe can be
used to support workpieces with the use of a live
or dead center (refer to Centers on Page 37).
It can also be used to drill or bore holes in the
center of a part or cut shallow tapers by using
the offset adjustment.