Power feed, Setting spindle speed – Southbend SB1038F User Manual
Page 50
-44-
For Machines Mfg. Since 7/09
EVS Toolroom Lathes
O P E R A T I O N
On this machine, both the carriage and cross
slide have power feed capability. The rate that
these components move (feed rate) is controlled
by how the levers are configured on the gearbox.
Feed rate and spindle speed must be considered
together. The sources you use to determine the
optimum spindle speed for an operation will also
provide the optimal feed rate to use with that
spindle speed.
Often, the experienced machinist will use the
feeds and speeds given in their reference charts
or web calculators as a starting point, then
make minor adjustments to the feed rate (and
sometimes spindle speed) to achieve the best
results.
The carriage can alternately be driven by the
leadscrew for threading operations. However,
this section covers using the power feed option
for the carriage and cross slide components for
non-threading operations. To learn how to power
the carriage for threading operations, refer to the
Threading Controls section Page 48.
Power Feed
4.
Turn the spindle ON and slowly turn the
variable speed dial to carefully adjust the
spindle speed (shown on the digital display)
to your calculated spindle speed.
3.
Adjust the spindle speed range lever to the
range that covers your calculated spindle
speed.
Note:
To shift the spindle speed range lever, you
may need to apply pressure to the lever and
slightly rotate the spindle by hand.
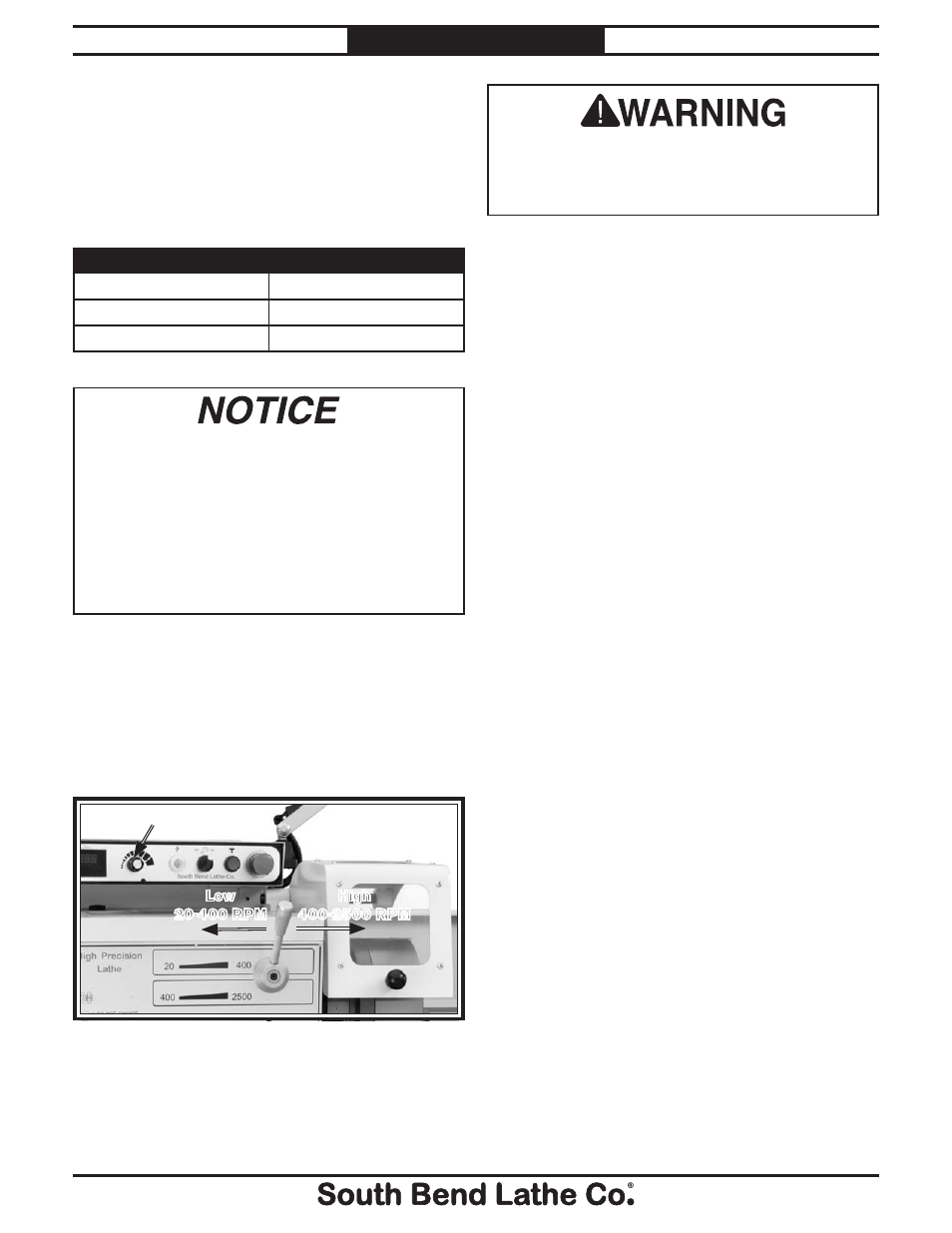
Figure 80. Controls used to adjust spindle speed.
Low
20-400 RPM
High
400-2500 RPM
Spindle Speed Dial
Make sure the variable speed dial is turned all
the way to the left (counterclockwise) before
turning the lathe ON, or it may start up at a
dangerously high rate of speed.
Setting Spindle Speed
1.
Make sure the spindle is turned OFF and it
has come to a complete stop.
2.
Use the chart in Figure 79 to determine the
available spindle speed range closest to your
calculated spindle speed.
Figure 79. Spindle speed range chart.
SPEEDS
LEVER
RPM
Low
20-400
High
400-2500
If the headstock is in high range (400-2500
RPM), and if the spindle speed dial is turned
completely to the left, the tachometer may
show a speed lower than the 400 RPM listed
on the headstock label. This headstock label
indicates the allowable spindle speed for
cutting operations within that range. If the
lever is in high range, do not attempt cutting
operations below 400 RPM.