Mi n 1, Mi n 2, Ma x 1 – Harbor Freight Tools 94164 User Manual
Page 20: Ma x 2 6, Ma x 2
For technical questions, please call 1-800-444-3353;
troubleshooting section at end of manual.
Page 20
SKU 94164
W
ELD
S
Ett
In
GS
Ch
AR
t
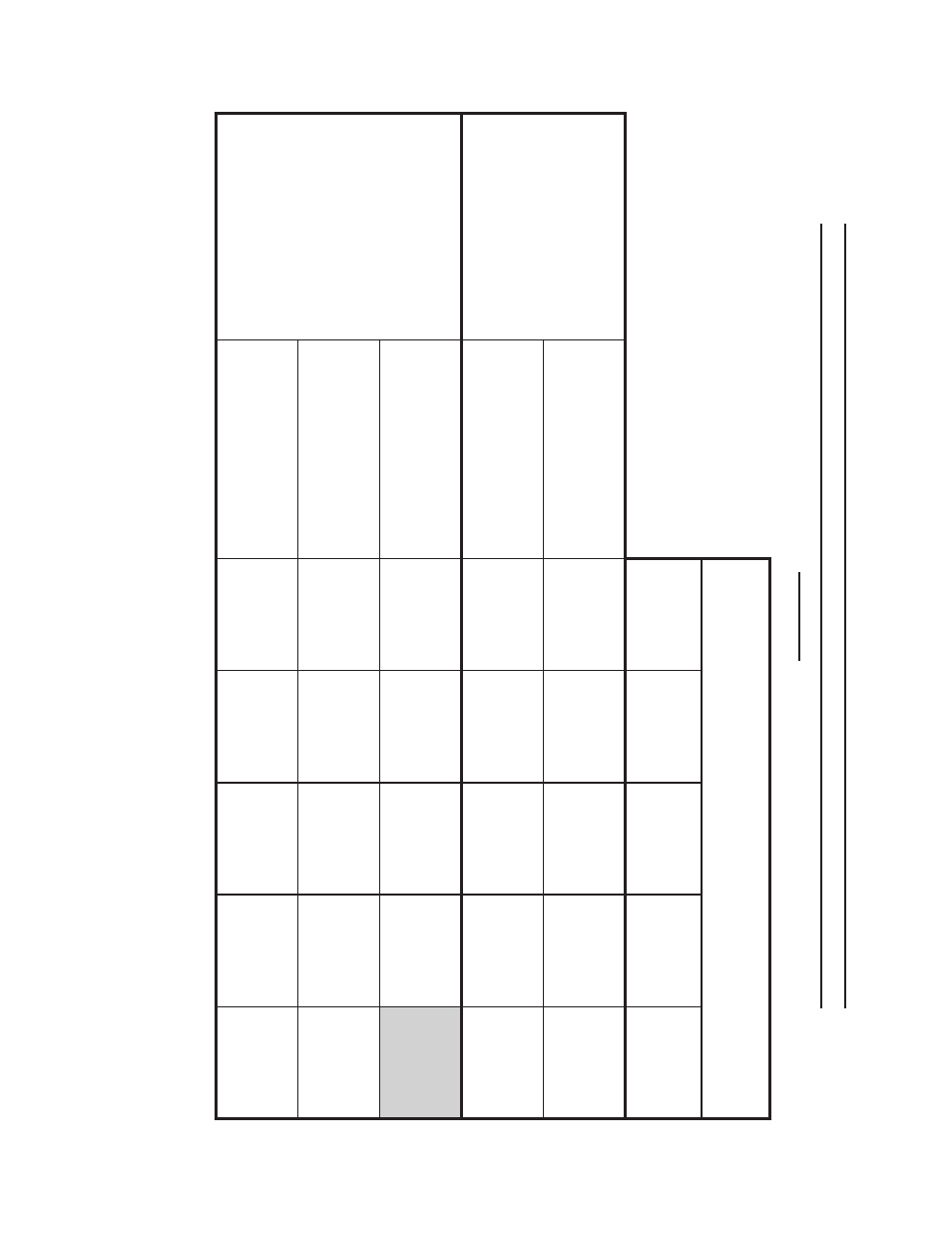
FIGURE
n
Welding Instructions continued on next page.
Top figures are V
oltage Settings.
Bottom number is W
ire Speed Setting.
n
O
tE:
t
he
numbers
within
the
spaces
are
the
approximate
wire
feed/voltage
settings
recom-
mended*
for
this
wire
size
and
material
thickness.
Material
thickness (Steel)
.035”-.047”
.047”-.075”
.075”-.125”
.125”-.157”
.157”-.250”
W
ire Size
(Flux Core, Mild Steel)
.023”
MI
n
1
1
MI
n
2
3
MA
x 1
4
MA
x 1
6
MA
x 2
6
.030”
MI
n
1
1
MI
n
2
2
MA
x 1
3
MA
x 1
5
MA
x 2
5
W
ire Size
(Solid Core, Mild Steel)
.023”
MI
n
2
4
MA
x 1
7
MA
x 2
5
MA
x 2
8
.030”
MI
n
2
2
MA
x 1
5
MA
x 1
6
MA
x 2
5
MA
x 2
7
.035”
MI
n
2
1
MA
x 1
2
MA
x 1
3
MA
x 2
4
MA
x 2
5
*t
his
chart
is
only
intended
to
show
general
guidelines
for
different
wire
sizes
and
for
different
thicknesses
of
material.
t
he
settings
should
only
be
used
at
the
beginning
of
a
weld
and
must
be
adjusted
after
stopping
and
carefully
inspecting
the
weld.
p
roper
welding
takes
good
technique
and practice.