Bolt torque value table, Assembly, Troubleshooting – Marwin Valve MS3000 Series High Performance Valve User Manual
Page 3
Assembly
Make sure valve components are clean and free of burrs
1.
and imperfections on sealing surfaces.
Place thrust washer onto stem.
2.
Insert stem into flow passage of valve body and into stem
3.
bore.
Rotate stem to full closed position and insert ball, making
4.
sure slot is engaged and ball is not bound to valve body.
Slight tapping with resilient materials is okay, but ball
should not be forced into place. While holding stem from
bottom, place packing ring(s) over stem and down into
bore, followed by second thrust washer (Graphite pack-
ing only) and packing gland.
Carefully rotate stem to the full open position. Valve han-
5.
dle (with soft pad) or other protected extension can be
placed thru ball opening to prevent stem from turning.
Place body seal and emergency seal into grooves on
6.
downstream side of body.
With one end cap in vise or still welded in place, place
7.
seat and seat gasket into cavity of downstream end cap.
Rotate body to properly align bolt holes and stem orien-
8.
tation to end cap.
Using anti-seize compound, install body bolts and hand
9.
tighten.
Place seals into body grooves of upstream side. Place
10.
seat and Bellville washer into seat pocket of upstream
end cap.
Lubricate ball with a system compatible compound, then
11.
cycle ball fully at least three times. With the valve in the
closed position, using an alternating and opposing pat-
tern, torque the bolts for the downstream end cap to
recommended torques per attached bolt torque chart.
Tightening each bolt no more than 1/8th turns before
alternating.
Repeat step 15 for upstream end cap then again cycle
12.
valve fully three times.
Place packing into packing chamber in bonnet.
13.
Place thrust washer onto upper stem (bonnet stem) and
14.
insert upper stem into bonnet.
Place packing, thrust washer and gland over upper stem
15.
and onto top of packing.
Place Belleville washers, with outer edges contacting
16.
each other over upper stem and on top of gland.
Thread on stem nut hand tight down against Bellevilles.
17.
Place bonnet gasket in body or on bonnet and position
18.
upper stem slot onto lower stem top and push bonnet
into position on top of valve body.
Tighten stem nut until Bellevilles are fully loaded.
19.
Place handle (if applicable) onto upper stem and retain
20.
with handle nut.
Or replace coupler and bracket on automated packages.
21.
Troubleshooting
Stem Leak
Rotate packing flange nuts in ¼ turn increments.
1.
Continuous leakage requires replacement of all stem
a.
seals.
Anti-extrusion rings (above and below)
i.
Packing (middle rings)
ii.
See Disassembly and Re-Assembly Sections of this docu-
2.
ment.
Body External Leak
Torque the body bolts to the proper value for the bolt size
1.
and material. (See chart below and tightening instruc-
tions.)
Note: Stainless steel bolts are more susceptible to
2.
stretching and should be replaced if they have been pos-
sibly over-torqued.
Continuous leakage requires replacement of two seals
3.
per side.
Body seal
a.
Secondary body seal
b.
See Disassembly and Re-Assembly Sections of this
4.
manual.
Verify that there are no piping stresses preventing
a.
bolt torques from loading body seals adequately.
Optional elastomer body and/or emergency o-ring
b.
seals may be available depending on specific ser-
vice media and conditions.
Seat (in-line) Leak
Remove body bolts and slide out center section.
1.
Inspect seats and ball for evidence of excess wear.
2.
If downstream seats have been worn, exchange up-
3.
stream seat for downstream.
The ball should also be reversed if the seats are being
4.
reversed. Continuous leakage requires replacement of all
four seat components.
Seats (2)
a.
Ball
b.
Seat gasket
c.
Bellville washer
d.
-3-
MS3000 Series
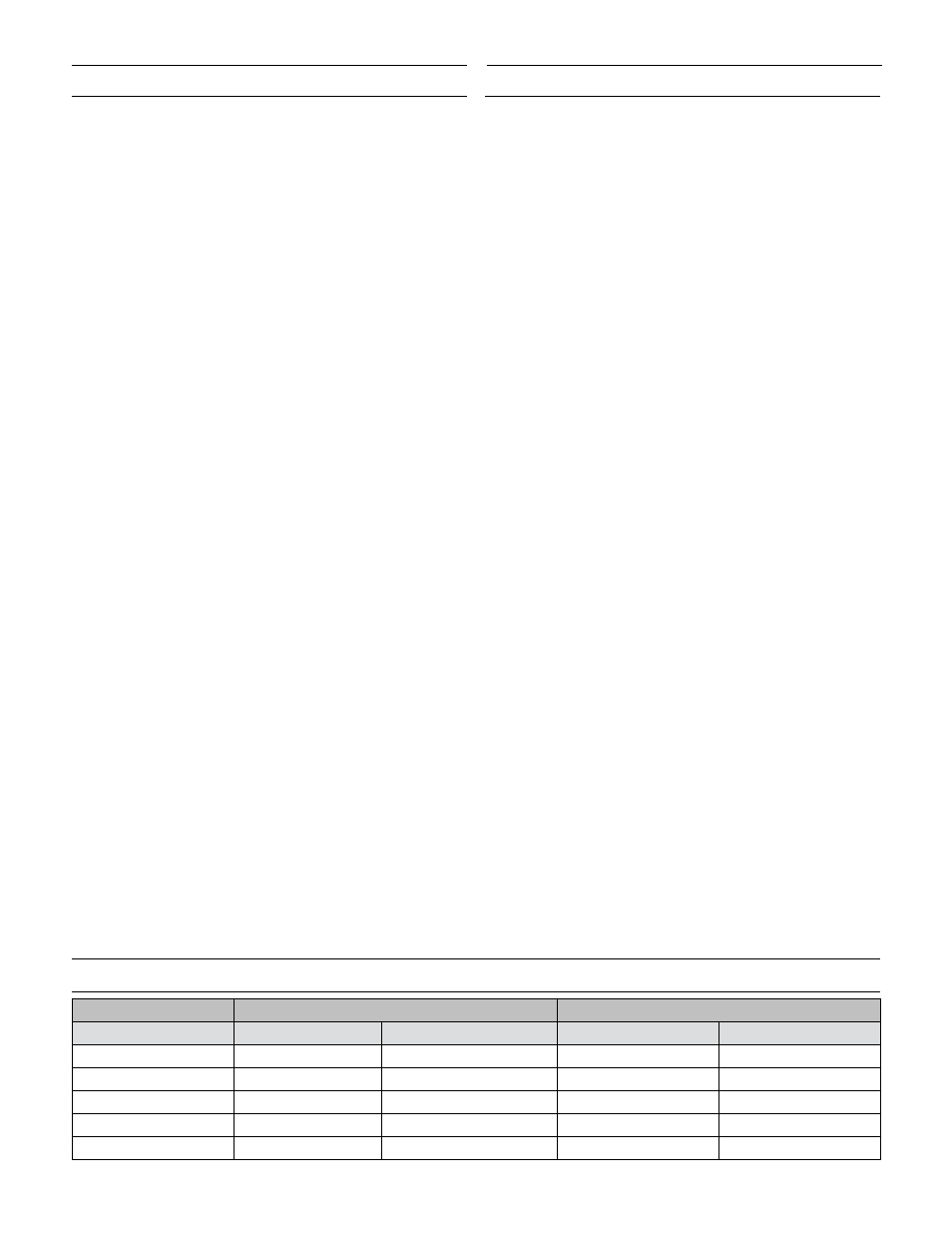
Bolt Information
Bolt Material with Torque (in.-lbs.)
Size
Bolt Size
Bolt Qty. (per end cap)
B7 Steel
B8 Stainless Steel
¼" - ¾" R
5/16
4
150
100
¾" - 1" R
3/8
4
300
170
1" - 1¼" R
7/16
4
400
250
1¼" - 2" R
9/16
4
725
600
2" - 2½" R
1/2
6
650
420
Bolt Torque Value Table