Heidenhain, Solution, Main program – HEIDENHAIN TNC 426 (280 460) Training Advanced User Manual
Page 42
HEIDENHAIN
HEIDENHAIN
Advanced course TNC 4xx
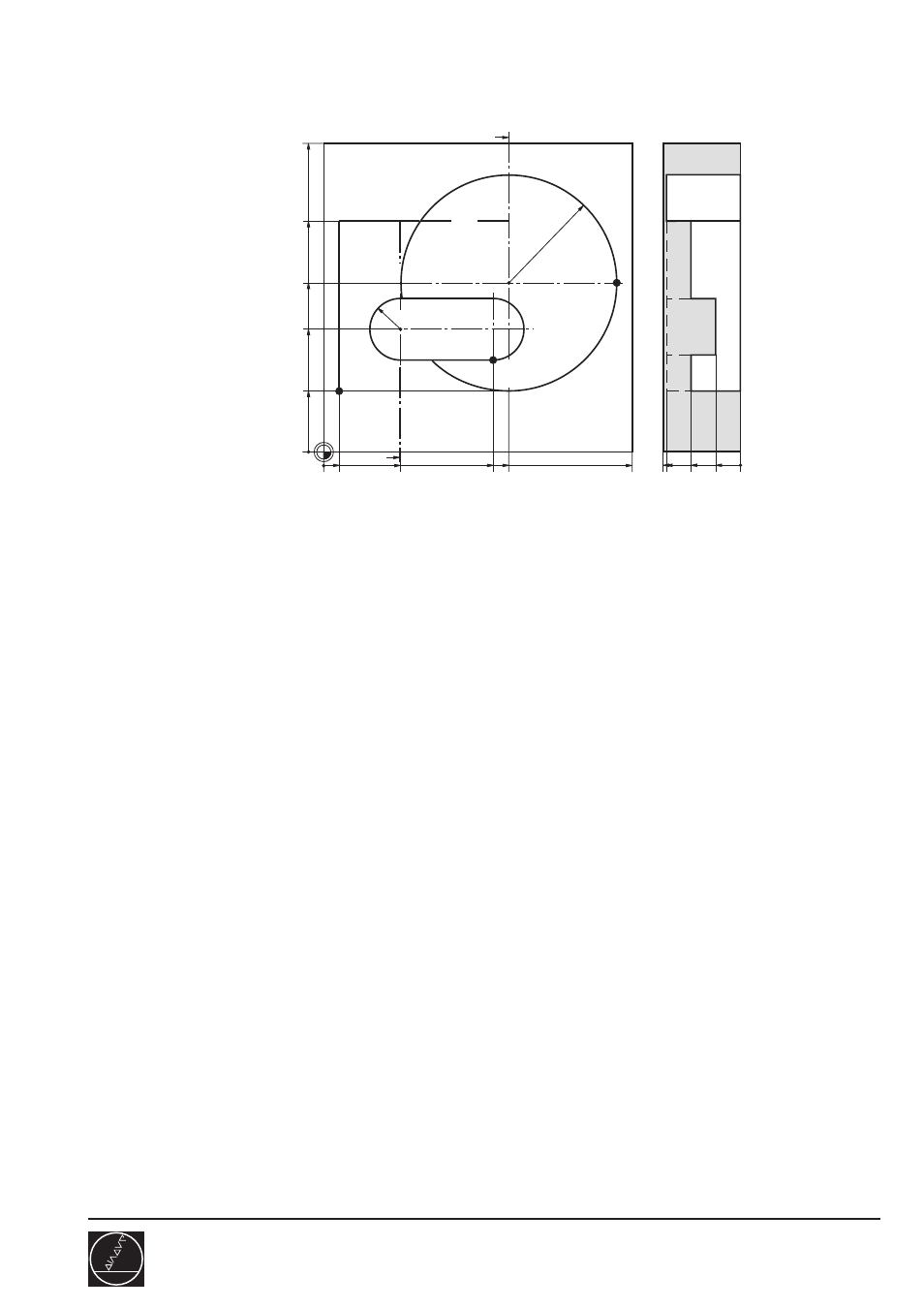
Mixed elements (internal) with
with Q-parameters
761541/3
C05
Main program
0 BEGIN PGM 761541 MM
1 ................................................................................. CARBURETOR CHAMBER (INSIDE)
2 BLK FORM 0.1 Z X+0 Y+15 Z-25
3 BLK FORM 0.2 X+100 Y+95 Z+0
4 TOOL DEF 1 L+0 R+3,5
5 TOOL CALL 1 Z S3000
6 CYCL DEF 20.0 CONTOUR DATA
Q1=-8 ........................................................................ MILLING DEPTH
Q2=1 ......................................................................... TOOL PATH OVERLAP
Q3=+0,4 .................................................................... ALLOWANCE FOR SIDE
Q4=+0 ....................................................................... ALLOWANCE FOR FLOOR
Q5=+0 ....................................................................... WORKPIECE SURFACE COORD.
Q6=-2 ....................................................................... SET UP CLEARANCE
Q7=+10 ..................................................................... CLEARANCE HEIGHT
Q8=+0 ....................................................................... ROUNDING RADIUS
Q9=-1 ........................................................................ DIRECTION OF ROTATION
7 CYCL DEF 22.0 ROUGH OUT
Q10=-4 ...................................................................... PLUNGING DEPTH
Q11=100 ................................................................... FEED RATE FOR PLUNGING
Q12=500 ................................................................... FEED RATE FOR MILLING
8 CALL LBL 10
9 STOP M6
10 TOOL DEF 2 L+0 R+2
11 TOOL CALL 2 Z S3000
12 CYCL DEF 24.0 SIDE FINISHING
Q9=+1 ....................................................................... DIRECTION OF ROTATION
Q10=-4 ...................................................................... PLUNGING DEPTH
Q11=500 ................................................................... FEED RATE FOR PLUNGING
Q12=1000 ................................................................. FEED RATE FOR MILLING
Q14=+0 ..................................................................... ALLOWANCE FOR SIDE
13 CALL LBL 10
14 STOP M6
15 TOOL DEF 3 L+0 R+1
16 TOOL CALL 3 Z S4000
17 CALL LBL 10
18 L Z+50 R0 F9998 M2
Retract tool, end
100
100
0
60
0
55
25
0
24
20
25
5
➀
40
75
55
R10
R35
➂
➁
16
8