Cutting speeds and feeds – Tri Tool 308 Tube Squaring User Manual
Page 14
14
TRI TOOL INC.
92-0628 : Rev. 961122
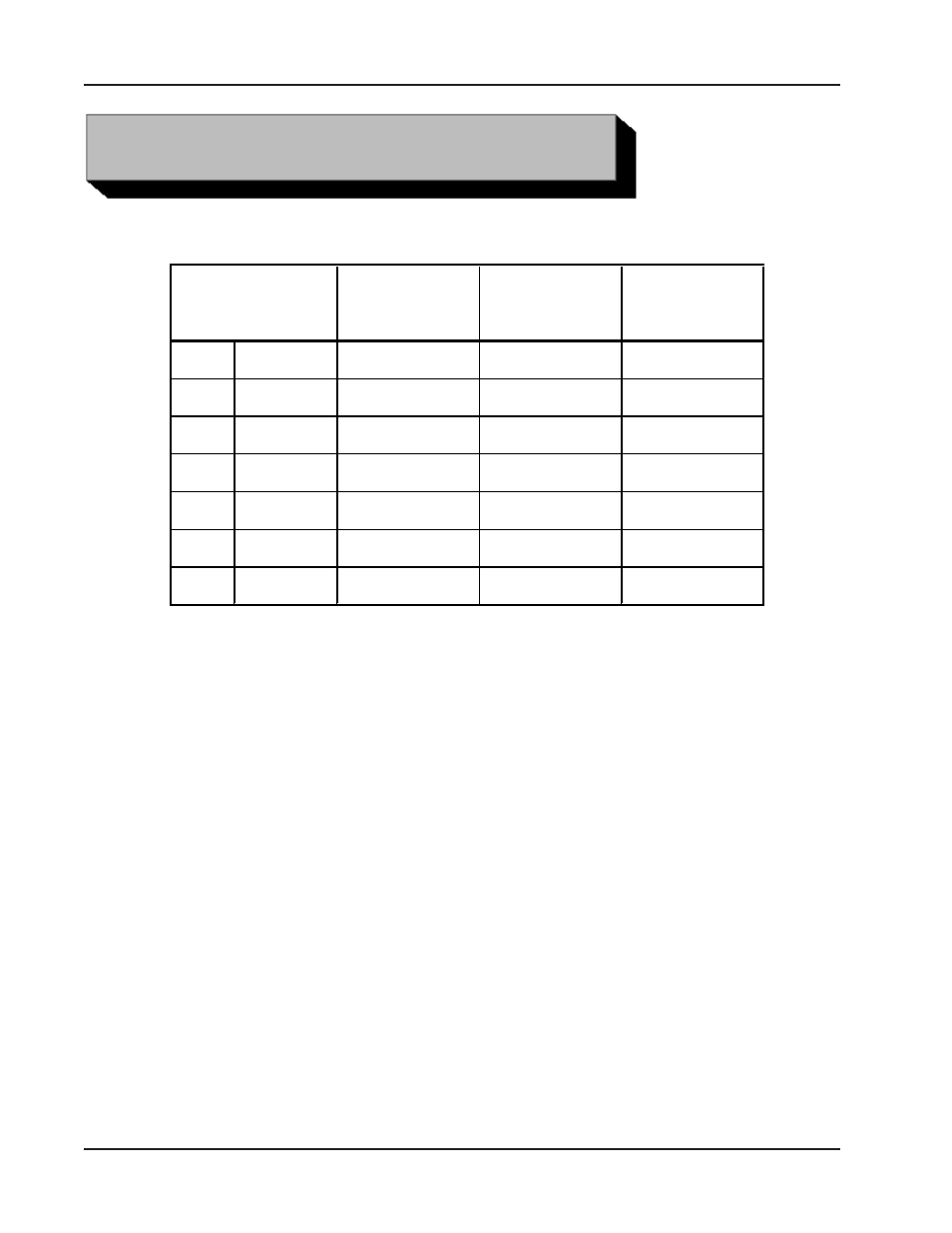
CUTTING SPEEDS AND FEEDS
RPM for
200 in/min
(508 cm/min)
RPM for
250 in/min
(635 cm/min)
RPM for
300 in/min
(762 cm/min)
2"
50.8 mm
32
40
48
3"
76.2 mm
21
27
32
4"
101.6 mm
16
20
24
5"
127.0 mm
13
16
19
6"
152.4 mm
11
14
16
7"
177.8 mm
9
11
14
8"
203.2 mm
8
10
12
Tube
Size
CUTTING SPEEDS
Use 200 surface inches per minute (508 surface centimeters per minute) for:
Stainless steels in general when no coolant is allowed, all heavy-wall tube and some
of the chrome/molybdenum steels.
Use 250 surface inches per minute (635 surface centimeters per minute) for:
Mild steels and some thin wall stainless steels when coolants are permitted and
applied.
Use 300 surface inches per minute (762 surface centimeters per minute) for:
Aluminum and thin-wall mild steel and tube with coolants.
CUTTING FEEDS
Use a very light feed for initial cutting or until a continuous cut has been established.
This is very important for longer tool bit life when cutting through a flame cut or out
of square pipe or tube ends.
Use adequate feed, .003” to .006” (.08 mm to .15 mm) per revolution thereafter to
establish a continuous chip cut. If the feed is too light, only a light stringer chip will
be removed. If the feed is too heavy, the drive will start to overload and the chip will
start to have a rough edge or rough appearance.