Tri Tool 306 Tube Squaring User Manual
Page 16
16
TRI TOOL INC.
92-0746 Rev. 130415
Use adequate feed, .003” (.08 mm) to .006” (.15 mm) per revolution thereafter, to
establish a continuous chip cut.
If the feed is too light, only light stringer chips will be removed.
If the feed is too heavy, the drive will start to overload and the chip will start to
have a rough or torn appearance.
Stainless, which work hardens, must be worked with a heavy enough feed to
stay under the work hardened surface, .003" (.08 mm) to .006" (.15 mm) feed.
Never allow the Tool Bit to burnish the surface.
A good rule of thumb for calculation purposes is a .0025" (.064 mm) thick chip
per revolution. Actual measurements wil show a pseudo thickness of .006"
(.15 mm) unless a pin micrometer is used for measure.
One revolution of the feed handle advances the Cutting Head .100" (2.5 mm)
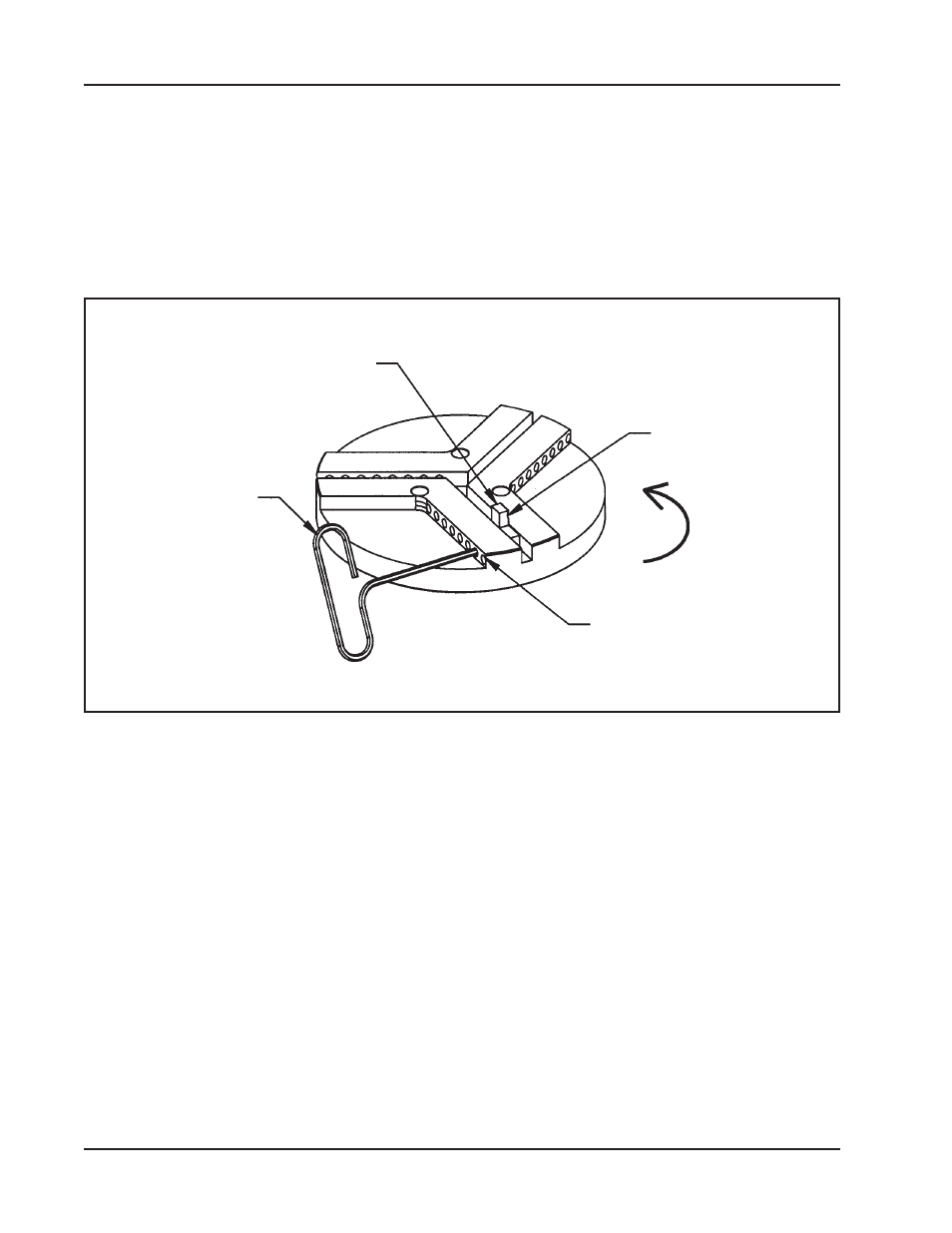
Tool Bit
Hex Wrench
Set Screws
Cutting Edge
- 204B Cutting Head (9 pages)
- 204B Cutting Head (10 pages)
- 204B Cutting Head (9 pages)
- 212B Single Point Spring Hanger Assembly (8 pages)
- 204B Cutting Head (13 pages)
- 204B Cutting Head (36 pages)
- 204B Cutting Head (17 pages)
- 201BA Beveler (36 pages)
- 204B Elbow Mandrel (16 pages)
- 204B Beveler (45 pages)
- 204B Flange Facer (21 pages)
- 206B Elbow Mandrel (17 pages)
- 206B Flange Facer (22 pages)
- 206B Beveler (45 pages)
- 212B ID Tracking Module (17 pages)
- 206B Miter Mandrel (16 pages)
- 206B Sleeve Mandrel (13 pages)
- 208B Elbow Mandrel (20 pages)
- 208B ID Tracking Module (18 pages)
- 208B Miter Mandrel (20 pages)
- 208B Flange Facer (28 pages)
- 208B Sleeve Mandrel (15 pages)
- 212B Elbow Mandrel (16 pages)
- 214B Beveler Single Point Flange Facer (41 pages)
- 212B Flange Facer (22 pages)
- 212B Miter Mandrel (20 pages)
- 212B Single Point Hydraulic Motor Assembly (9 pages)
- 212B Single Point Flange Facer Miter Mandrel (28 pages)
- 212B Sleeve Mandrel (12 pages)
- 214B Elbow Mandrel (20 pages)
- 214B Flange Facer (23 pages)
- 214B ID Track Module (19 pages)
- 214B Miter Mandrel Head Kit (22 pages)
- 214B Sleeve Mandrel (13 pages)
- 236B ID Tracking Module (23 pages)
- 224B Miter Mandrel (27 pages)
- 224B Single Point (30 pages)
- 230B Beveler Flange Facer (16 pages)
- 230B ID Tracking Module (15 pages)
- 230B Lifting Frame (19 pages)
- 236B Miter Mandrel (25 pages)
- 301SP Tube Squaring (35 pages)
- 236B Single Point (32 pages)
- 302 Tube Squaring Micro Feed Assembly (11 pages)
- 302 Tube Squaring (31 pages)