MK Products MK 2000A User Manual
Page 14
MK 2000A - Owner's Manual - Page 14
slightly higher than the desired welding voltage. A small amount of circuit
resistance is utilized to provide the desired slope. This is a power absorbing
element and reduces the efficiency of the supply.
The MK2000A achieves its slope by an electronic control which does not add
loss to the circuit. It is thus substantially more efficient than the conventional
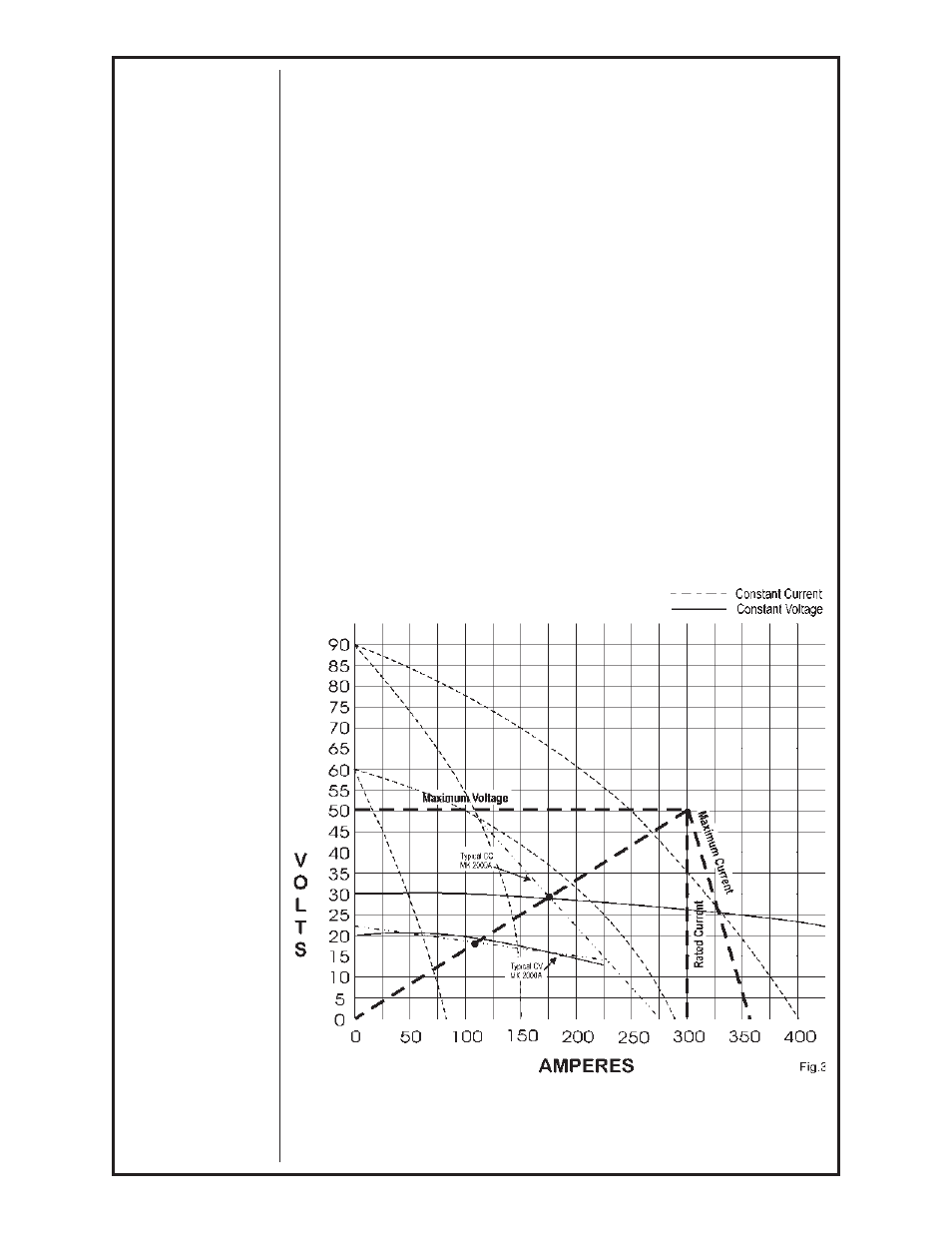
supply. The output voltage is set along the diagonal ‘control line’ and thus is
much more representative of the desired welding voltage. As may be seen,
changing the slope has a smaller effect on the output voltage at welding
current, although significant changes in slope may require output voltage
readjustment.
With a CV power supply, it is often necessary to use more slope than
desired to avoid excessive current surges during arc initiation and short
circuit transfer. Some supplies are provided with a variable (or tapped)
inductor which limits the rate of change of current, however this makes the
supply both larger and more expensive. The MK2000A has an ‘electronic
inductor’ which provides the same output waveform, under short circuit
conditions, as would exist with an iron cored inductor. The inductor covers the
equivalent range of 0 to 3 millihenries.
A second method exists to provide for current limiting on short circuit - called
Dual Slope control. This is shown in Figure 4. The Background Slope
control is set for CV operation at 3 volts per 100 amperes (15%) and the
Background Level at the desired welding voltage - here shown as 18 volts
at pivot point ‘A’.