Kemppi 5001 Master User Manual
Page 10
10 – MASTER 5001/0541
© KEMPPI OY
C100C
C100D
R61
R61
R62
S 21
welding cable
arc powered
wire feeder
C100C
Control of MMA welding current (R61), reference scale 1…10
C100D
Rough control (R61), reference scale 1…10, and fine control +/- (R62) for MMA welding current.
Accessoiries and cables
MMA and arc powered MIG
MMA and scratch-start/contact TIG
Use of arc powered wire feeder
Master 5001 can be connected as power source to an arc powered wire feeder. In that case set
switch S21 of control panel to centre position. Power source operates then on constant voltage
characteristic curves (cv), which provides the best welding properties for arc powered units. Set
voltage is set with potentiometer or with remote control unit, if installed.
Scratch-start/contact TIG
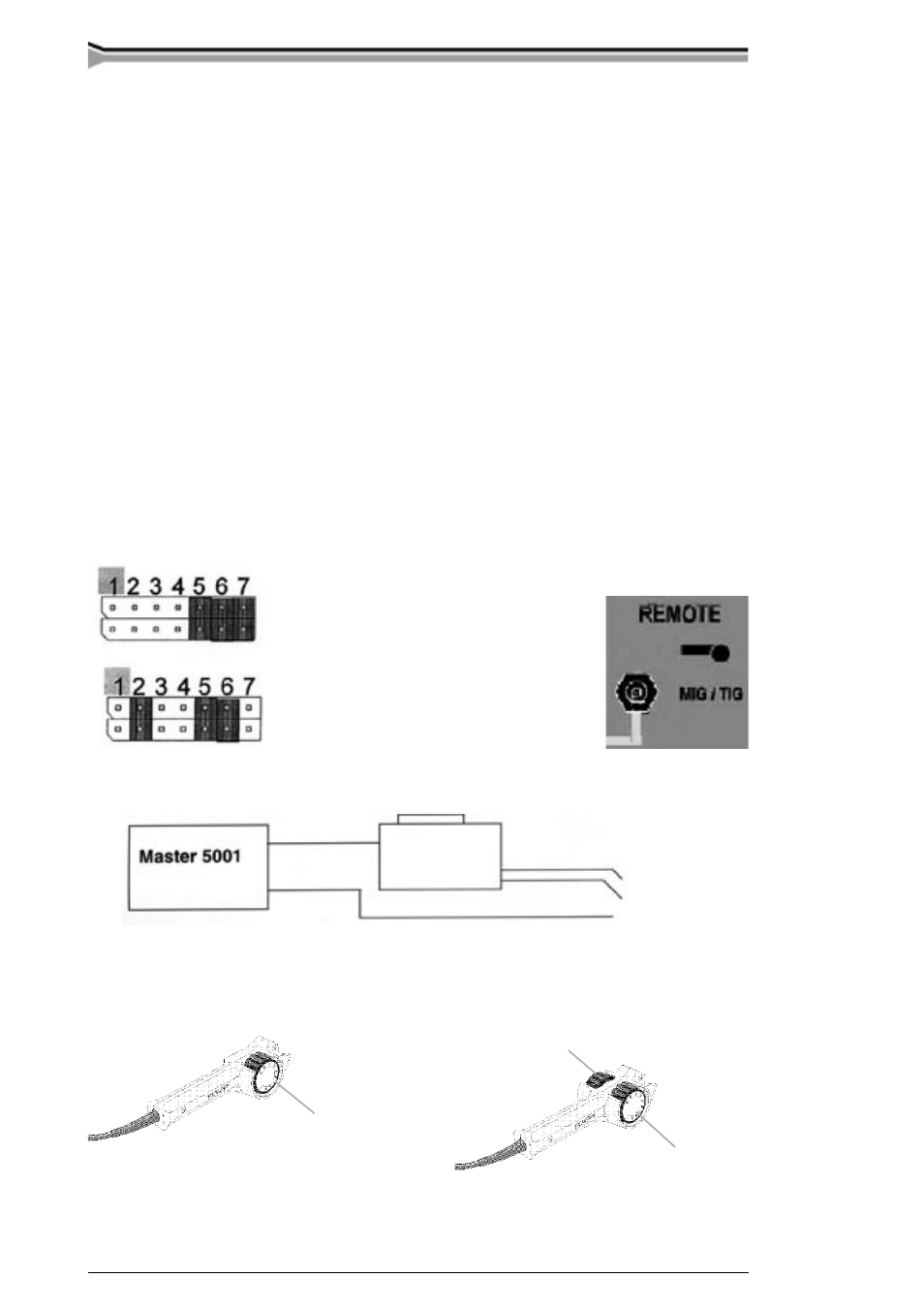
Master 5001 can be used in TIG welding by switching the jumpers of control card to position TIG
(see jumper settings below). TIG welding is selected by setting switch S21 to centre position. Set
value of TIG is selected with control panel or with remote control unit, if installed. When TIG
electrode touches work piece welding current is on so called pilot current, which is 25 A. Current
is raised or reduced to actual welding current by pulling the electrode away from work piece. Note
that there is always voltage in the electrode when unit is set on TIG welding.
Jumpers
Jumpers on card A001:
Jumper 2
MIG/TIG
Jumpers 5 - 7
not in use
Jumpers 1, 3, 4
reserved (to be left open)