Ab 3.3. type, selection of electrode type (3), Hot start pulse control (4, 5, 6, 7) – Kemppi Master MLS MEX panel User Manual
Page 7
Master MLS MEX / 0241 – 7
©
COPYRIGHT
KEMPPI
OY
a
b
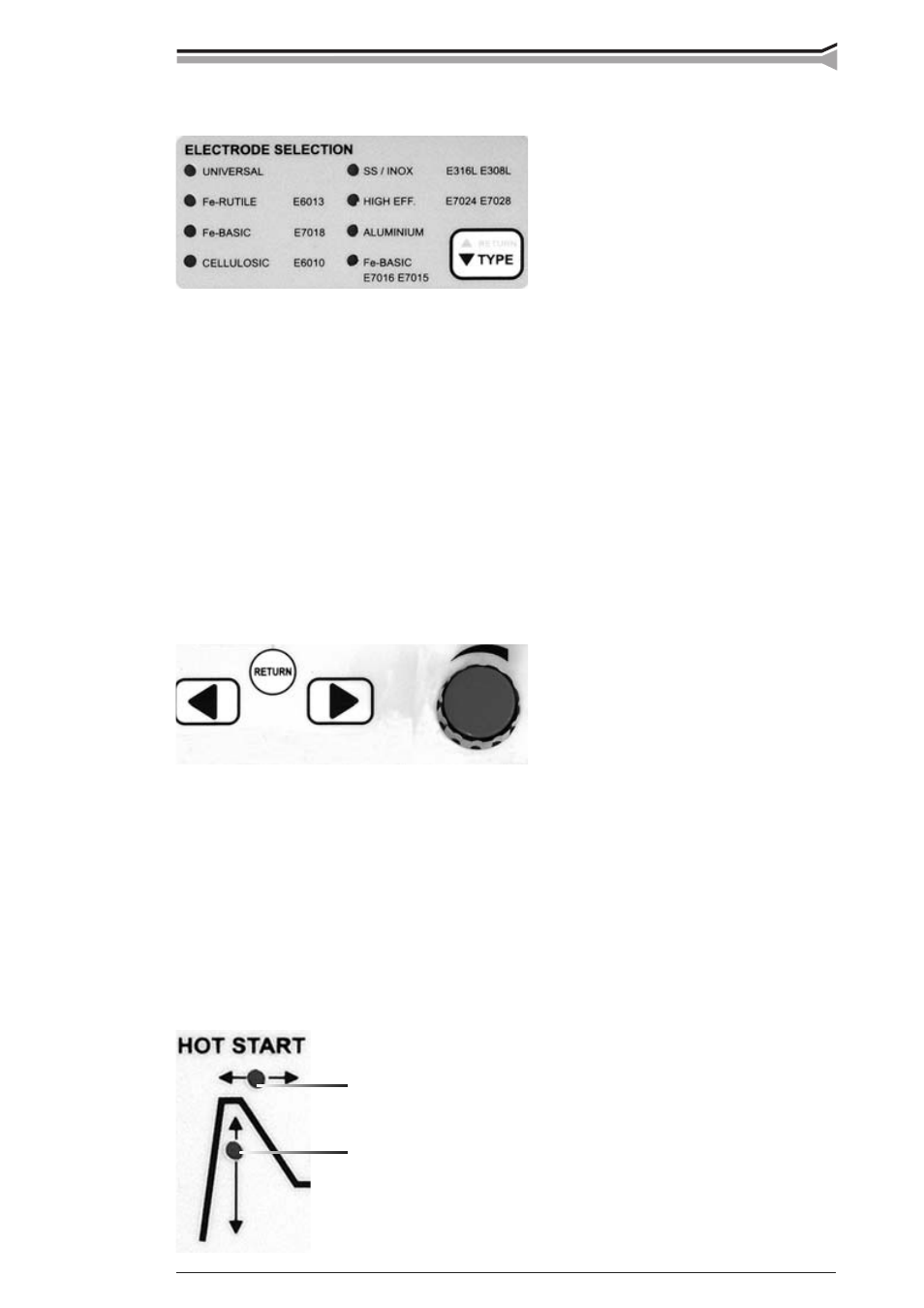
3.3. TYPE, SELECTION OF ELECTRODE TYPE (3)
Welding parameters settle automatically to optimum values according to selected
electrode type. You have seven different electrode types to choose from.
When selecting UNIVERSAL, the parameters are set to normal values. If the
initial state was UNIVERSAL select the electrode material you use by pressing
TYPE button (3) as many times as needed to point the right material from the list.
Backwards stepping is done by keeping the RETURN button down while press-
ing the TYPE button.
3.4. REGULATION OF WELDING CURRENT AND OTHER
PARAMETERS (4, 5, 6, 7)
To select welding parameters you only need to use two buttons (6): arrow-left
and arrow-right. Adjustment is done with the potentiometer (4).
By pressing the RETURN button, adjustment of parameter goes straight to wel-
ding current. The display (5) shows automatically numeric values and the units of
the parameters. When you adjust parameters, you can see the value on the nume-
rical display. After 10 seconds, the display will return to the welding current.
3.5. HOT START PULSE CONTROL (4, 5, 6, 7)
Select either pulse height (a) or pulse duration (b)
with the arrow buttons (6). Pulse height is shown
on display (5) in ampere and duration in seconds.
Adjust values with potentiometer when needed.