4 test programs, 5 stand-by, 6 temperature calibration – Ivoclar Vivadent S1 User Manual
Page 27: 7 service hint
27
7.4 Test programs
Press the Settings key and scroll to the desired test program using
the cursor keys.
Heater test program
The heater test automatically checks the heating system. The test
should only be performed with the firing chamber empty, since any
mass placed in the furnace (e.g. sinter tray) would influence the
result.
Keypad test program
Each pressing of a key results in a short beep. The keypad test can
be closed using the ESC key.
Cleaning program
The heating elements are „cleaned“ and/or regenerated using the
cleaning program.
7.5 Stand-by
We recommend keeping the furnace head closed during stand-by to
prevent damage.
7.6 Temperature calibration
The temperature level in the sintering chamber may change after
prolonged operating hours (e.g. by contamination, wear and tear of
the heating elements etc.). For optimum function, regular recalibra-
tion is required. The Temperature Checking Set S1 has been specially
developed for this purpose. This set is used to calibrate the tempera-
ture of your sinter furnace.
The calibration with sinter rings enables the verification of the hold-
ing temperature of 1500 °C/2732 °F required for sintering the ZrO
2
blocks in the sintering chamber.
During the sinter process, the rings change their dimensions due to
shrinkage. The shrinkage of the sinter rings is decisive for the correc-
tion value of the furnace and can be found on the conversion table.
For calibration, you need sinter rings, a measuring device (slide
gauge) and a conversion table (enclosed in the Temperature Check-
ing Set 1).
Procedure:
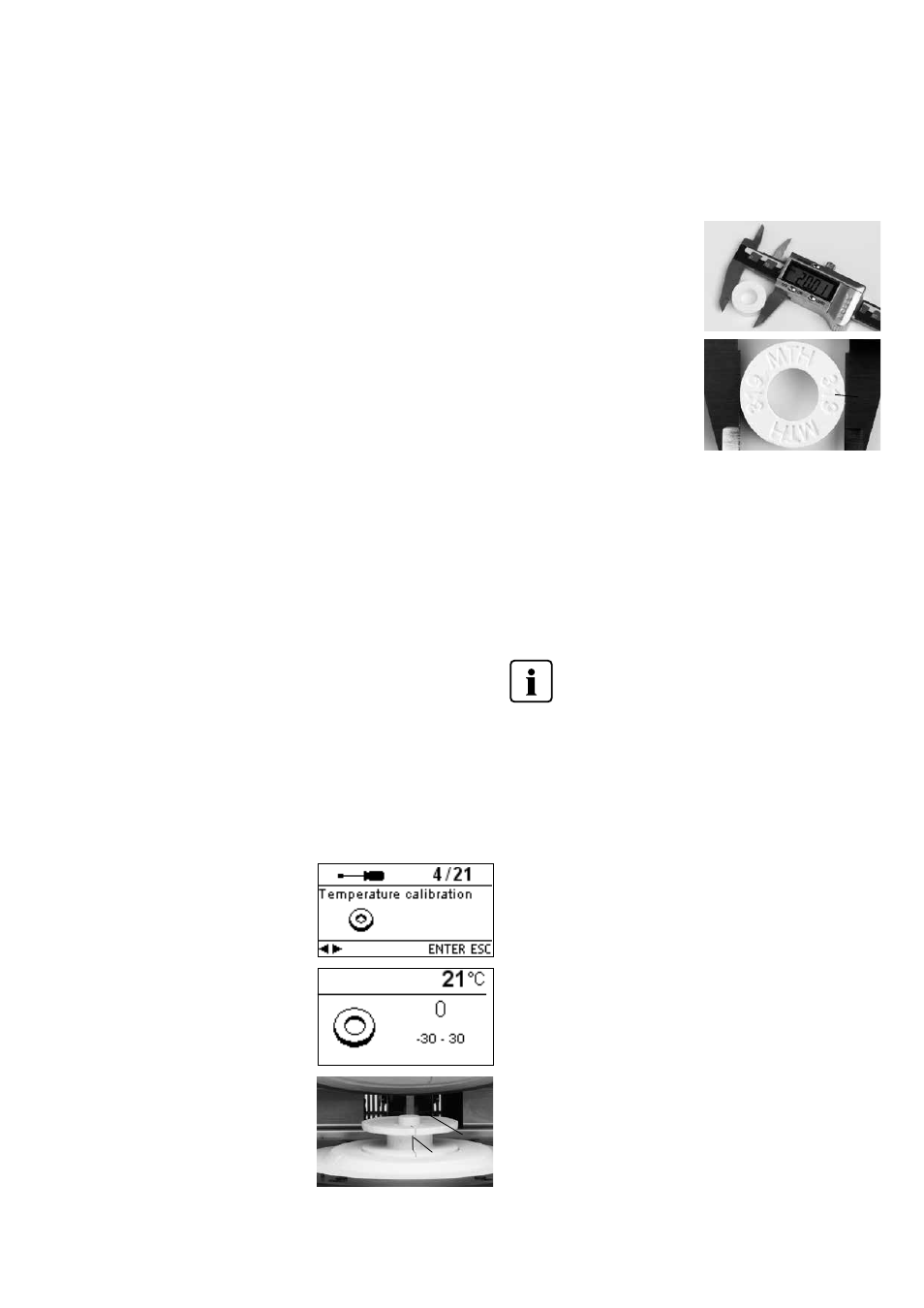
1. Press the Settings key (78) to
access the Settings screen. Select
„Temperature Calibration“ using
the cursor keys (79/80). The
following display appears:
The calibration program is
selected with the ENTER key.
The following display appears:
2. Position the sinter ring (a) in the
center of the sinter tray (b)
3. Press the START key. The furnace head is automatically closed and
the calibration program started.
4. After the end of the program, carefully remove the sintered sinter
ring and allow it to cool to room temperature on the cooling tray.
5. Place the cool ring on an even
surface and determine the exact
diameter using the slide gauge.
Make sure that the ring is flush
with the two arms of the slide
gauge. Conduct the
measurement in that area of
the ring, where the batch
number (c) has been stamped
into the ring.
6. Find the measured diameter in the conversion table and read off
the corresponding temperature. Only if the deviations is more
than 10 °C / 18°F must the furnace be readjusted.
7. If the temperature difference is higher than 10 °C / 18 °F (target
temperature = 1500 °C/2732 °F) the correction value can be
transferred to the furnace with the help of the -/+ keys (76/77).
Each keystroke changes the furnace temperature by 1 °C. Once
the desired correction value has been entered, the program can
be closed by pressing the ESC key (71).
Calibration is now complete. Close the furnace head or select a
sintering program.
For further information about the calibration, please refer
to the note accompanying the Temperature Checking Set
S1.
7.7 Service Hint
When the Service Hint appears for the first time (Hint 1700), 2 years
have passed or the heating elements have been in use for more than
1200 firing hours. For this reason, Ivoclar Vivadent recommends a
maintenance and service procedure. For further information, please
refer to the Equipment Service Passport. The interval until the next
appearance of the Service Hint can be selected in the settings (see
Chapter 5.6.1).
a)
c)
b)