Flowserve Marathon-Mach 1 User Manual
Page 6
6
Flow Control Division
Section 1.0
SECTION IV
TABLE II
NUTS
HN - Finished Heavy Hex Nut
XN - Finished Hex Nut
HXN - Regular Heavy Hex Nut
Dimension per ANSI B18.2.2
Alloy identification stamp is required on each piece.
Certification required.
8 -
304 Stainless Steel per ASTM A194, Grade 8
8M - 316 Stainless Steel per ASTM A194, Grade 8M
2H - ASTM A194, Grade 2H
2HM - ASTM A194, Grade 2HM
7M - ASTM A194, Grade 7M, 100% hardness tested
7MT - ASTM A194, Grade 7M, 100% hardness tested, Teflon
®
coated, Dupont SP11C, Type B - Color blue or green
M -
Monel (UNS N04400), ASTM B164, Class A or B, QQN-281, Class B
HB - Hastelloy B (UNS 10665), ASTM B335
HC - Hastelloy C276 (UNS N10276), ASTM B574
I625 - Inconel 625 (UNS N06625), ASTM B446
I718 - Incoloy 718, AMS 5596B
I825 - Incoloy 825 (UNS N08825), ASTM B425
L7 -
Chromium-Molybdenum Alloy Steel per ASTM A194, Grade 7
L7M - Chromium-Molybdenum Alloy Steel per ASTM A194, Grade 7M, 235 BHN Max, ASTM A320, Section 9
MKH - Monel K-500, Cold drawn and aged hardened, QQN-286 and ASTM F467
8F -
303 Stainless Steel per ASTM A194, Grade 8F
2HYC - ASTM A194, Grade 2H, Yellow Zinc Dichromate Plated
SECTION V
A. VALVE ASSEMBLY 1"- 6" MARATHON-MACH 1 WITH PORT SEALS
NOTE: Part number reference is shown in Figure II-1.
1. Mount body (Part 1) on arbor press or table vise holding
one flange.
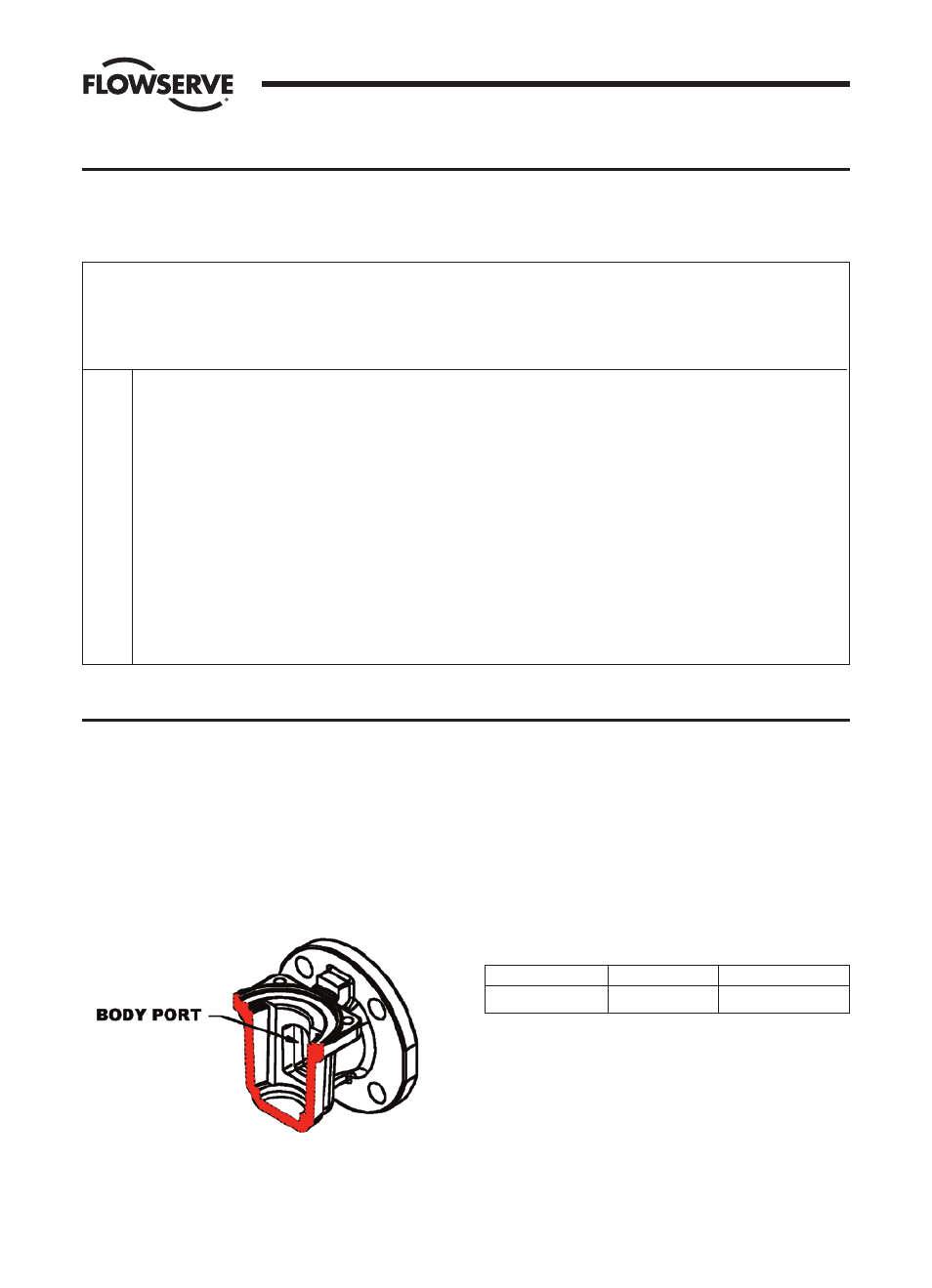
2. Place port seals (Part 2) in position into body. Align port
seal ports with body ports. (See Figure V-A-1)
FIGURE V-A-1
3. Place the plug (Part 4) into the port seals in the closed
position.
4. Push the plug (still in the closed position) downward, using
the arbor press, c-clamp or other suitable means, until the
top of the plug taper is 1/16" above the top port seal
surface. Allow the plug to remain in this position for the
time listed in Table V-A-I, Port Seal Sizing Times.
TABLE V-A-I
PORT SEAL SIZING TIMES
VALVE SIZES
1" - 3"
4" - 6"
TIME (min) 5 8
5. Remove the plug.
6. Ensure the plug stem is free of any nicks or gouges.
If damaged, the plug taper and 1" of the lower part of the
stem must be re-polished to a surface finish of 16.