Testing weld settings, Inspecting the weld – Tru-Weld TWE250 CD Welder User Manual
Page 19
19
INSPECTING THE WELD
Visually inspect the weld. A good weld will result in an all‐around weld, with a small
visible amount of weld surrounding the flange of the stud. Too much splatter and the
weld is too hot, lower the voltage. No splatter and the weld is too cold, increase the
voltage.
If you get weld flash to one side of the stud as opposed to an even amount around
the base of the flange, this is called “arc blow”, and can be solved by repositioning
the ground clamp or using a dual ground clamp.
Proper welded studs can be tested by either torquing or bending the stud. The
welded flange of the stud should stay in place using either method, even though the
threaded portion of the stud breaks. If the base material is very thin, then a full slug,
the diameter of the flange will pull from the base metal for a properly welded stud.
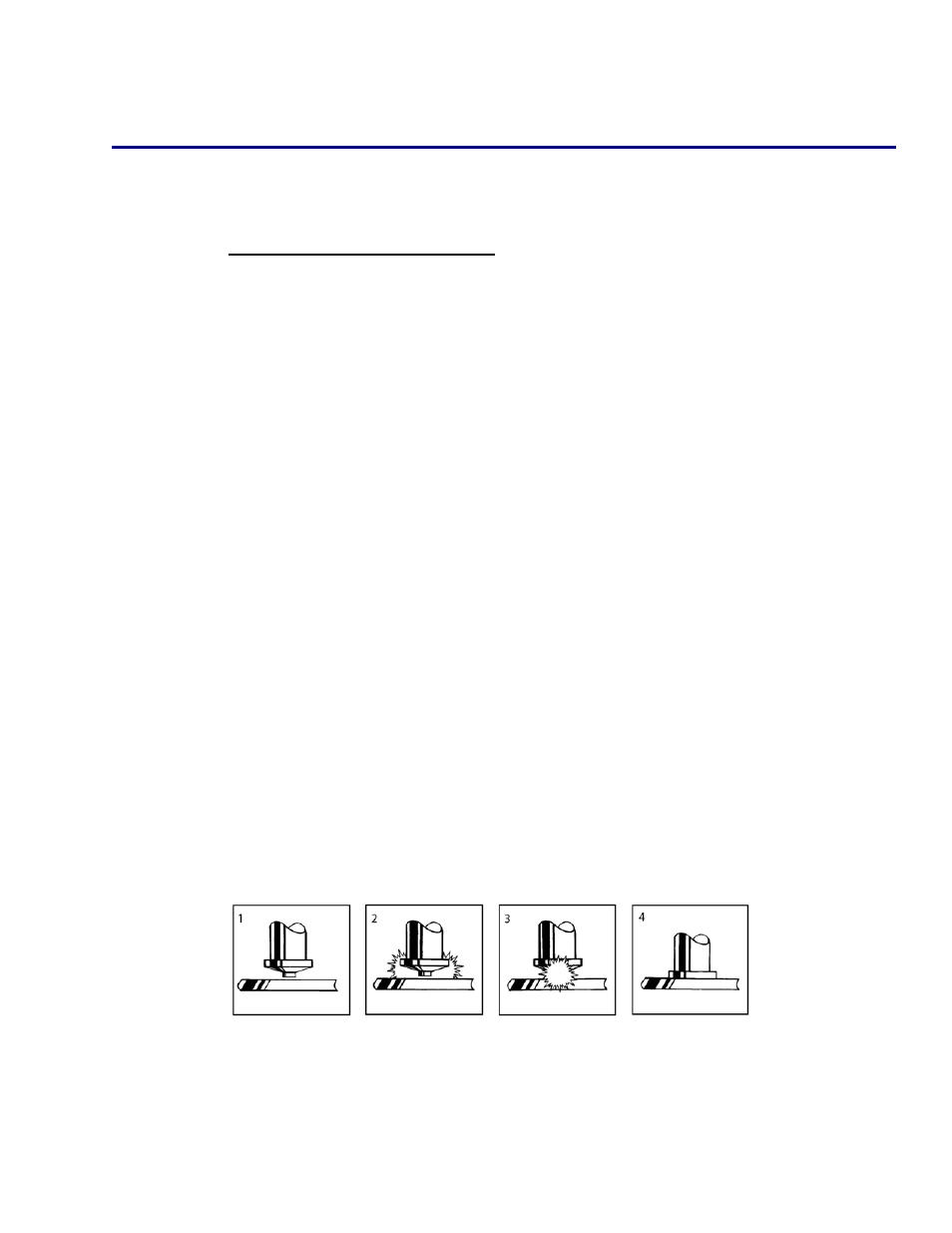
CD Stud Welding Steps
Testing Weld Settings