TriangleTube TTP Series User Manual
Page 8
general Installation
6
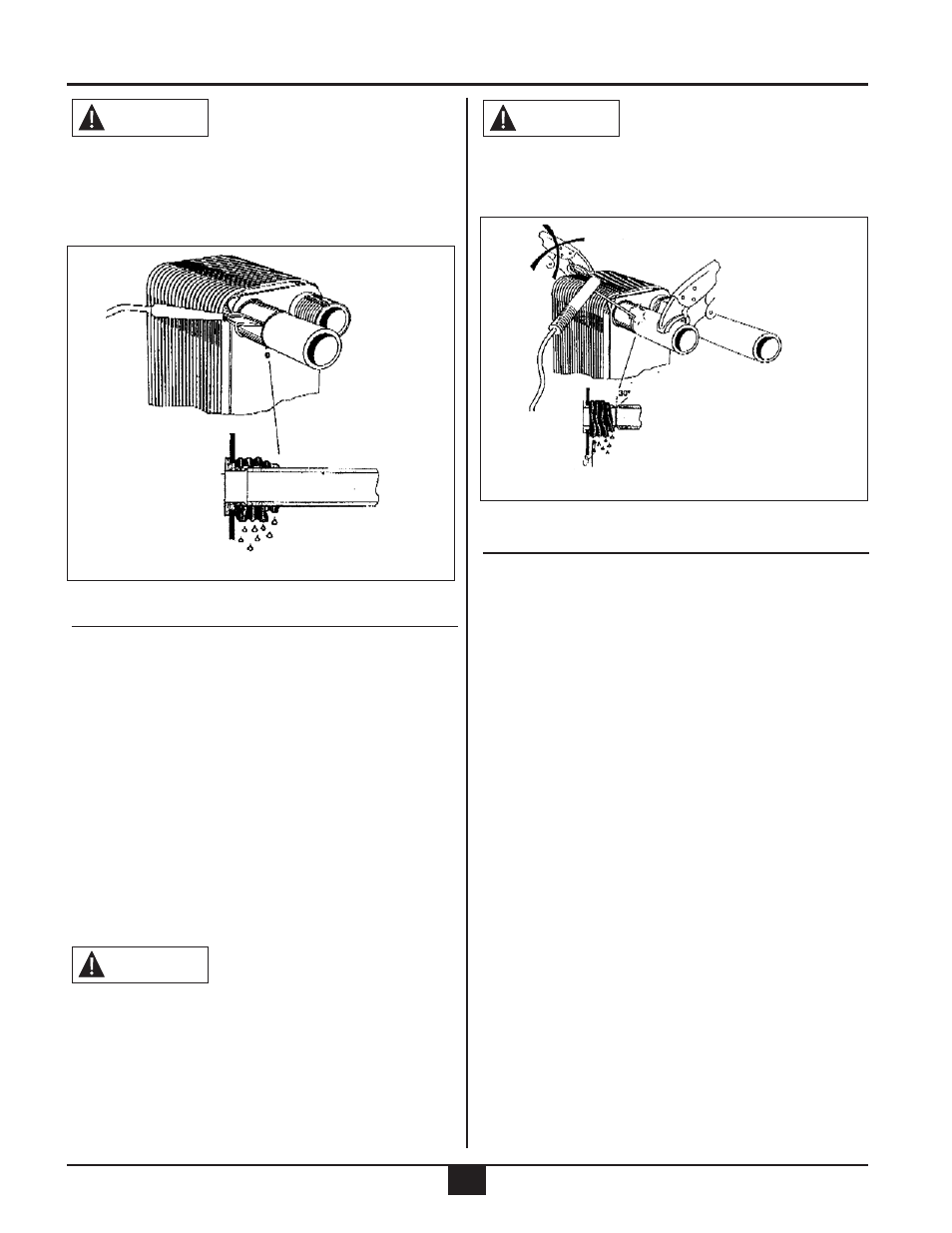
do not braze the heat exchanger in a horizontal or
flat position. Solder material may fall into the heat
exchanger or piping connection, creating a blockage
within the distribution channels . direct the flame
away from the heat exchanger
WEldIng ProCEdurES
1. Prepare the edge of the connecting pipe for
welding with a 30º angle chamfer.
2. Place the connecting pipe into the heat
exchanger connection.
3. Use TIG or MIG/MAG welding method filling the
groove form by the two edges.
4. For refrigerant applications, purge using dry
nitrogen gas on the refrigerant side to prevent
internal oxidation.
5. Heat the welding area to approximately 1200ºF
(650ºC). Use a wet cloth to protect the heat-
exchanger while welding.
When using electrical welding circuits, connect the
ground terminal to the joining tube, do not connect
to the back of the heat exchanger. damage to the
internal channels and/or brazing material of the heat
exchanger could occur.
WARNING
WARNING
do not heat the welding area higher than 1200ºf.
damage to the heat exchanger brazing material
could occur.
THrEadEd ConnECTIonS
General Guidelines
•
Use Teflon or Mylar tape or other sealant on the
male threaded part of the heat exchanger connec-
tion to prevent leakage.
•
Use a back-up-wrench method when installing
threaded connections. DO NOT over torque the con-
nection. Over tightening connection will damage the
heat exchanger.
WARNING
fig. 5: Welded Connection
fig. 4: Solder Connection