Center gang bar 1800 – Great Plains 4000TM Assembly Manual User Manual
Page 24
20
1800-3000TM
Great Plains Manufacturing, Inc.
586-536E
04/12/2013
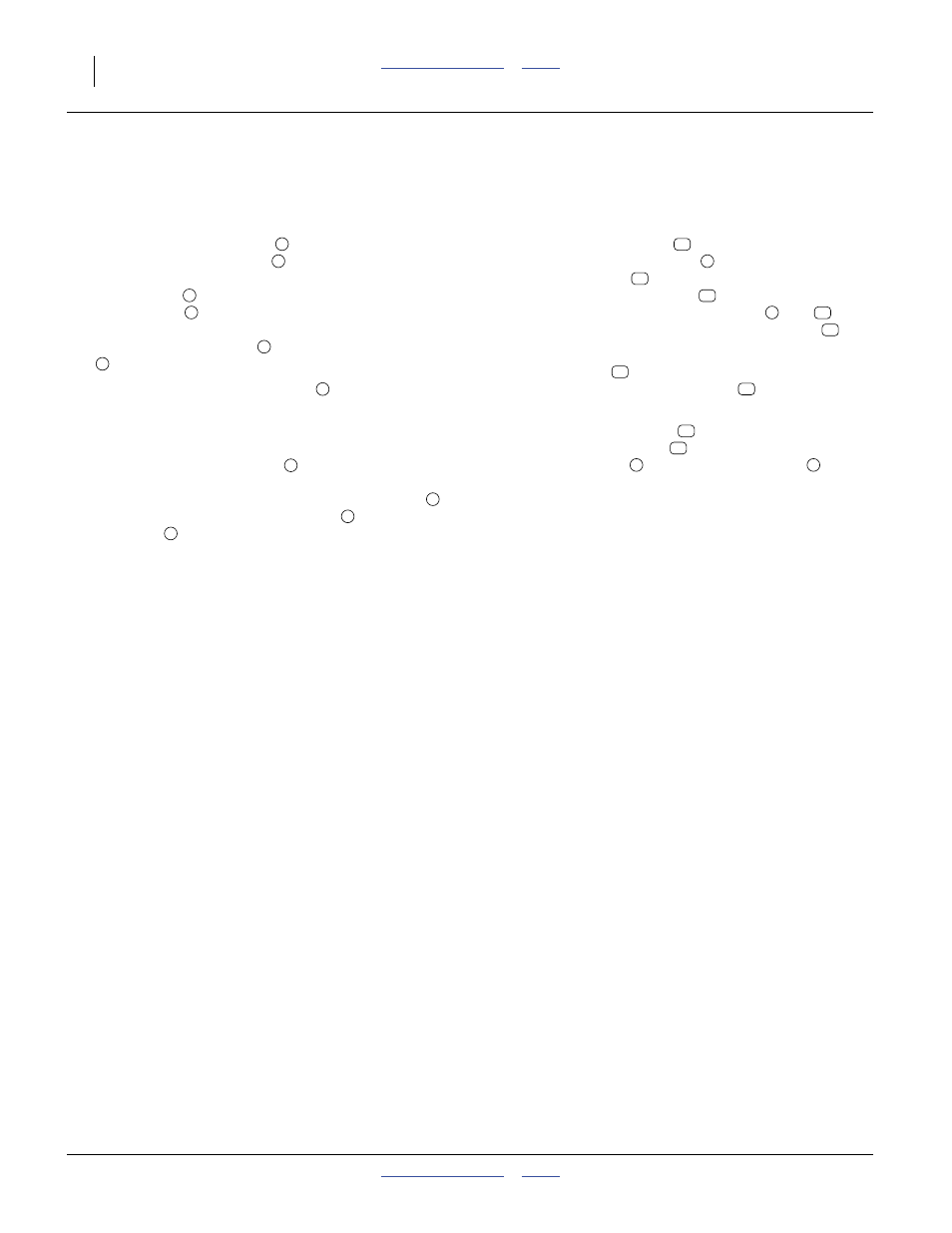
Center Gang Bar 1800
Note: Refer to center gang bar assembly in “Parts Man-
ual” for correct part numbers of all components.
Refer to machine layout drawings in this manual
for correct gang assembly placement.
Refer to Figure 19
73. Position gang assemblies
in proper locations.
Install the gang pivot bolt
through tubes of gang
bars and tubes on center frame, secure with 1 1/4
flat washers
(one on top and one on bottom), 1 1/
4 slotted nut
(one on top and one on bottom).
Tighten bolts snug, torque to 350 to 400ft-lbs. Install
the 3/16 x 2 cotter pins
through 1 1/4 slotted nuts
and bend over to secure.
Note: Be sure turnbuckle assembly
is preset at 62”
before installing as shown below. See gang angle
adjustment in “Operator Manual” before going to
field.
74. Install turnbuckle assembly
, adjustable end on ear
on front of rear gang bars and fixed end on ear of
front gang bars. Secure with 1 x 3 1/4 clevis pin
,
1.5 x 1.00 x 0.075 machine washer
and 3/16 x 2
cotter pin
.
75. Install the round tubes
(two on each gang bar)
between bottom front plate
(slotted hole toward
rear), rear plates
and plates on center frame.
Install the 3/4 x 6 hex bolts
, 3/4 lock washers and
3/4 nuts. Attach other ends of plates
and
to
bottom of center frame with 3/4 x 2 hex bolts
and
3/4 lock washers.
76. Install bracket
on bottom side of gang bar plate,
secure with 5/8 x 3 1/2 hex bolts
, 5/8 lock wash-
ers and 5/8 nuts.
77. Now the gang cylinders
may be hooked up with
the 1 x 3 1/8 clevis pin
, 1.5 x 1.00 x 0.075
machine washer
and 3/16 x 2 cotter pin
.
78. Bolts may be tightened to specs, See “Torque Val-
ues Chart” on page 38 and all cotter pins may be
bent.
1
2
3
4
5
4
6
6
7
8
5
11
9
10
12
9
10
13
14
15
16
17
8
5