Wing & lift assembly – Great Plains 4000TM Assembly Manual User Manual
Page 18
14
1800-3000TM
Great Plains Manufacturing, Inc.
586-536E
04/12/2013
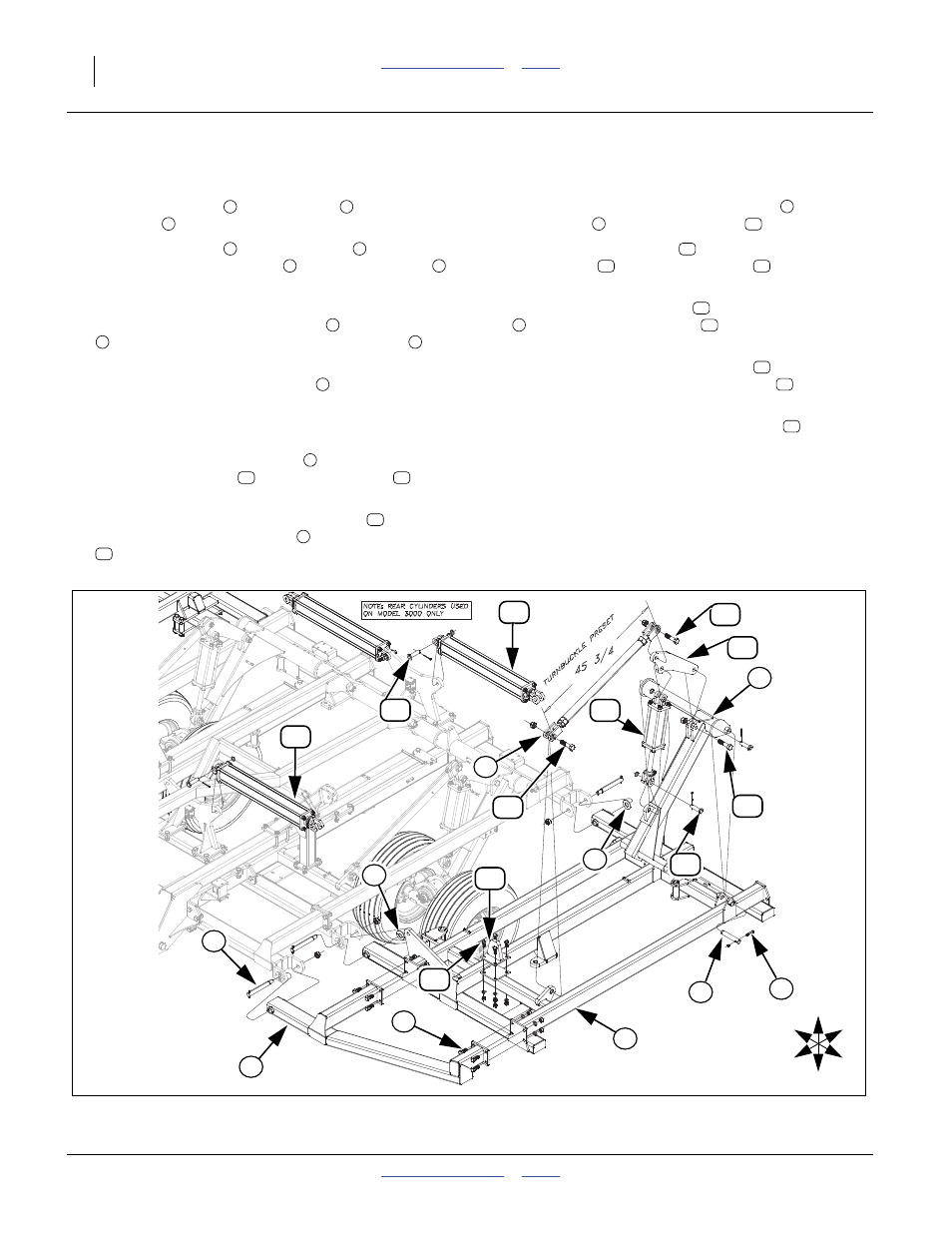
Wing & Lift Assembly
Refer to Figure 13
46. Attach wing brace
to wing frame
with 3/4 x 2
hex bolts
, 3/4 lock washers and 3/4 nuts.
47. Attach wing brace
and wing frame
to center
frame with wing hinge pins
, 1 1/4 flat washers
(rear side of wing hinge tubes only, do not use
washer on wing brace bar) and 1 lock nuts.
48. Install lh and rh wing wheel arms
with 1 x 7 pins
, 3/8 x 2 1/4, Gr. 8, special thread hex bolts
and
3/8 nylon lock nut.
Note: Be sure turnbuckle assembly
is preset at 45 3/
4” before installing as shown below. See gang
angle adjustment in “Operator Manual” before
going to field.
49. Install wing wheel turnbuckles
to front, top hole, of
cylinder mount plate
with 1 x 4 hex bolts
and 1
lock nuts.
50. Install rear hole of cylinder mount plate
to inside
of plates of wing wheel arms
with 1 x 4 hex bolts
and 1 lock nuts.
51. Secure front of wing wheel turnbuckles
to plate on
wing frame
with 1 x 4 hex bolts
and 1 lock nuts.
52. Install wing lift cylinders
(base end to cylinder
mount plate
) with 1 x 3 1/8 pins
, 1.5 x 1.0
x.075 machine washers and 3/16 x 2 cotter pin.
53. Attach wing stop brackets
to plate of wing frame
with 5/8 x 1 1/2 hex bolts
, 5/8 lock washers and
5/8 nuts.
54. Now the base end of fold cylinders
may be
hooked up with the 1 x 3 1/8 clevis pin
, 1.5 x 1.00
x 0.075 machine washer and 3/16 x 2 cotter pin.
55. Do not hook up rod end of fold cylinder
until sys-
tem is purged of air. See “Purging Hydraulic Sys-
tem” on page 18.
56. Tighten all bolts with lock nuts snug, but do not
torque. The rest of the bolts may be tightened to
specs, See “Torque Values Chart” on page 38.
1
2
3
1
2
4
5
6
7
8
9
9
10
11
10
6
11
9
2
11
12
10
13
14
2
15
16
13
16
U
D
F
B
L
R
5
7
Figure 13
Wing & Lift Assembly
42959
3
1
4
8
11
2
5
9
6
10
11
11
12
13
14
15
16
16
13