Drill holes and assemble, Mark holes, Ud b f – Great Plains 1007NT-1906 Assembly Instructions User Manual
Page 5
Drill Holes and Assemble
Great Plains Manufacturing, Inc.
5
08/21/2009
151-169M
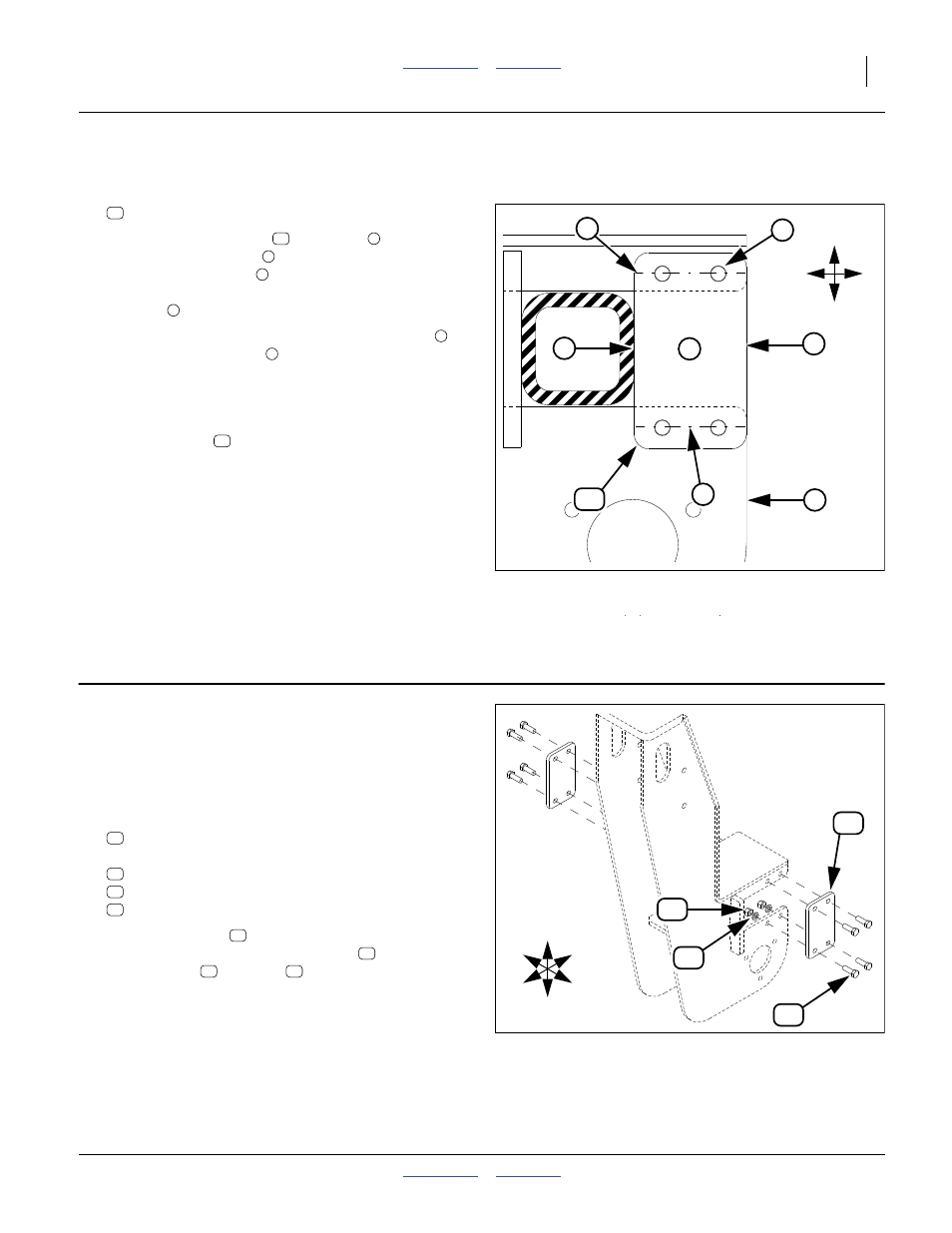
Mark Holes
Refer to Figure 6
15. Select one new:
151-359D REAR CASTER BRACE PLATE
16. Position the brace plate
front edge of the plate
weldment side plates
. If it is not possible to align
the front edges, push the brace plate back against
the tube
17. Adjust the vertical position so that all four holes
are on the center-lines
18. If the plate cannot be positioned high enough for the
top holes to reach center-line, it may be necessary to
grind off some of the weld fillet there.
19. Using the plate
as a template, mark all four holes.
Use a center-punch to make a detent at each hole
center (which may not be precisely on center-lines).
20. Repeat step 13 through step 19 for the left side of
the weldment, and both sides of the left weldment.
21. If any grinding was necessary, sand and repaint the
area prior to final assembly.
Drill Holes and Assemble
Refer to Figure 7
Start with the right side of the right caster weldment.
22. Using the pilot bit, drill a small hole at each of the 4
hole locations.
23. Using the final bit, drill the final hole at each location.
24. Select one new:
151-359D REAR CASTER BRACE PLATE
and four sets new:
802-091C HHCS 1/2-13X1 1/2 GR5
804-015C WASHER LOCK SPRING 1/2 PLT
803-020C NUT HEX 1/2-13 PLT
25. Position the plate
at the outside of the weldment.
From the outside, insert all four bolts
. Secure with
lock washers
and nuts
to torque spec:
76 ft-lbs (105 N-m)
26. Repeat step 22 through step 25 for the left side of
the weldment, and both sides of the left weldment.
Figure 6
Position a Brace
29714
3
2
4
5
7
U
D
B
F
1
2
5
7
Figure 7
Brace Installation
29712
U
D
B
F
R
L