S&S Cycle Three Piece Flywheel Assemblies for 1999-Up Harley-Davidson big twin engines and S&S T-Series engines User Manual
Page 4
14. Endplay should be between .001" and .005". If endplay is less than
.001" a thicker spacer must be used. If endplay is greater than .005"
a thinner spacer must be used. When the bearing end play is within
specification, the flywheels can be installed in the crankcases.
15. Support the flywheel assembly in a stand with the sprocket shaft
straight up. A coffee can or small bucket works well for this.
16. Use a sprocket shaft bearing installation tool (such as S&S PN 53-
0060) to press the inner bearing onto the sprocket shaft against the
flywheel.
17. Place the left crankcase half over the sprocket shaft.
18. Install the Timken bearing spacer and position the outer Timken
bearing on the shaft.
19. Use the sprocket shaft bearing installation tool to press the bearing,
shaft and case together.
20. Turn the left crankcase and flywheel assembly over so the pinion
shaft is straight up. Support the crankcase half so it is stable.
21. S&S® uses and recommends Threebond® 1184 to seal the joint
between left and right crankcases. Apply a consistent thin coat to
both cases, taking care not to get any material in a place where it
could get inside the engine. Take special care not to block oil return
passages.
22. Allow sealant to cure per the manufacturer’s instructions and install
the right crankcase half.
23. In order to assemble the right side case half S&S recommends the
use of a pinion shaft guide (Jims® #1288 or similar). The guide fits
over the pinion shaft as shown in Picture 4, above. The shaft
guide positions the rollers in the right crankcase bearing so the
shaft can slip through as the right case is lowered into place.
24. Install the case bolts and tighten the 5/16" fasteners to 18 ft-lbs.
The center case bolt in S&S crankcases in a ¼" bolt and should be
tightened to 120 in-lbs. Use the sequence in Fig. 1, above.
25. When the crankcase has been assembled, confirm that the flywheel
endplay specification is within .001"–.005".
26. Load the bearing with either a sprocket shaft nut and spacer or a
bearing installer tool.
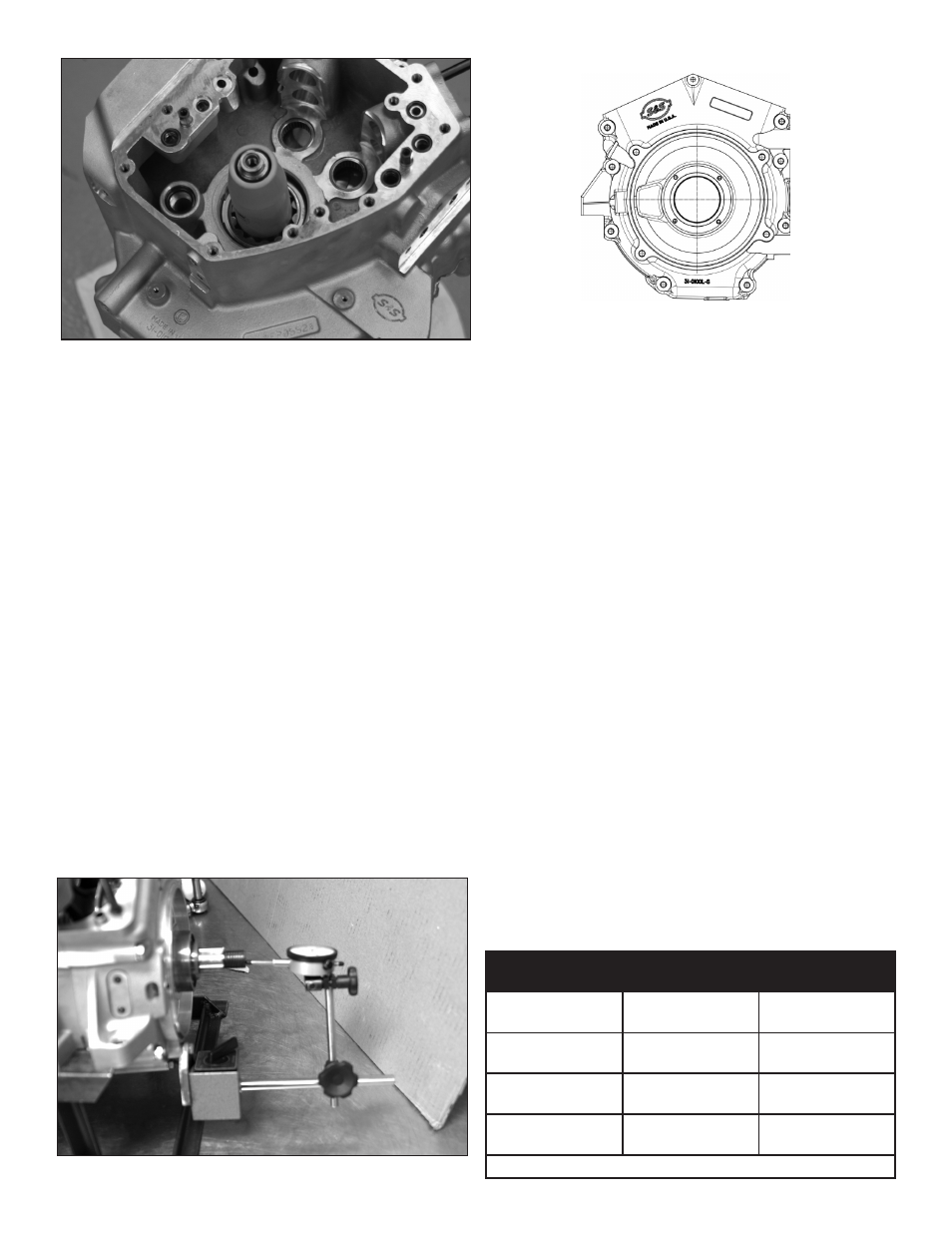
27. Mount a dial indicator on the right side of the lower end assembly.
Put the indicator on the pinion shaft so it measures in and out
horizontal shaft movement. See Picture 5, below left.
28. Rotate the shaft and push in on it, noting the indicator reading.
Rotate the shaft and pull on it, noting the dial indicator reading.
The difference between the two readings is the endplay—it should
be between .001" and .005".
29. If endplay is not within this range, the main bearing spacer must
be changed. Remember a thinner spacer will produce less endplay.
30. With the flywheel assembly installed in the crankcases, the rest of
the engine may be assembled. Follow steps outlined in stock or
S&S service manual. In addition, follow any special steps required
for any aftermarket or high performance components used in the
engine.
CLEARANCE SPECIFICATIONS
S&S® THREE PIECE FLYWHEEL ASSEMBLY
COMPONENT
FACTORY
SPECIFICATION
SERVICE
WEAR LIMIT
CONNECTING ROD
SIDEPLAY
.005"–.035"
.040"
WRISTPIN
CLEARANCE
.0007"–.0013"
.002"
PINION SHAFT
RUNOUT*
.003" MAX
-
*w/o compensator or charging system installed
4
1
3
5
7
6
8
2
4
9
Fig. 1
Picture 5
Picture 4