Operating instructions – Longevity STICKWELD 140 User Manual
Page 13
12 |
P a g e
OPERATING INSTRUCTIONS
1. Turn on the power switch, the digital display will show amps, and the cooling fan will begin to
start turning.
2. Adjust knob of the desired welding current ranging from 30-140amps.
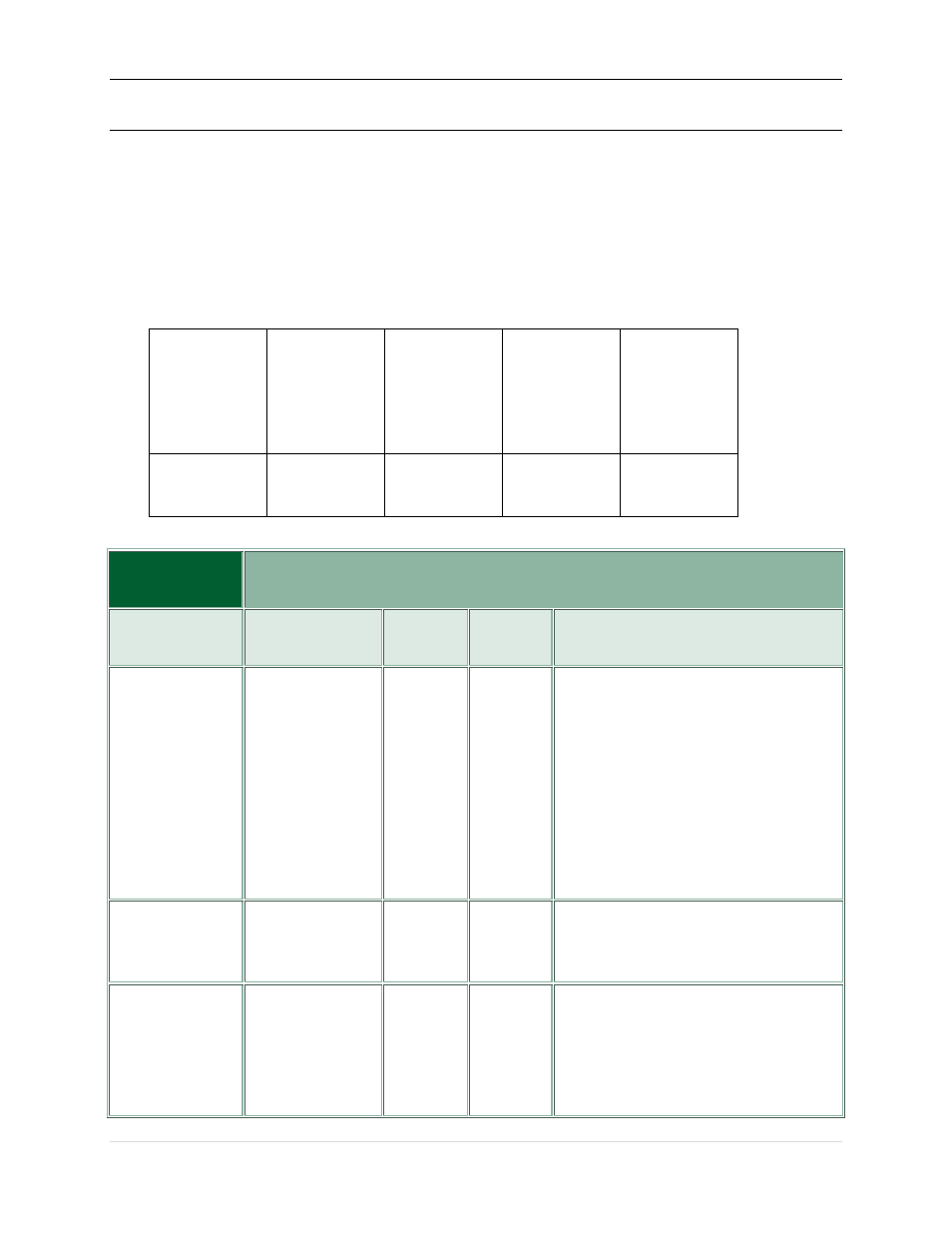
3. A general welding current chart is provided below:
Specification
of Diameter
in MM
φ
2.5
φ
3.2
φ
4.0
φ
5.0
Current
70-100A
110-140A
170-220A
230-280A
4. Here is a Stick Welding Classification Chart:
Stick
Welding
Covered Electrodes for SMAW of Carbon Steel per AWS A5.1
Arc-Welding Processes - SMAW
Classification Covering
Weld
Position Current Characteristics, applications
E6010
High-cellulose
sodium
F, V,
O, H
dcep
A general purpose electrode for
joining of carbon steel.
Deep-penetrating forceful arc.
Thin slag. Us in all positions,
single and multiple pass, plate
and pipe, galvanized and alloy
steels. Ships, bridges, buildings,
piping, tanks, pressure-vessel
fittings.
E6011
High-cellulose
potassium
F, V,
O, H
ac, dcep
Similar to E6010, but for use
with ac. Dcep gives reduced
penetration.
E6012
High-titania
sodium
F, V,
O, H
ac, dcen
Dense slag that covers the bead,
low-penetrating arc. Use to
bridge joints with poor fitup.
Fillets have smooth convex
face. Runs well at amps higher