Best practices – Flex RhinoBond Project User Manual
Page 2
How to Run a Flex RhinoBond Job • Page 2
Best
Practices
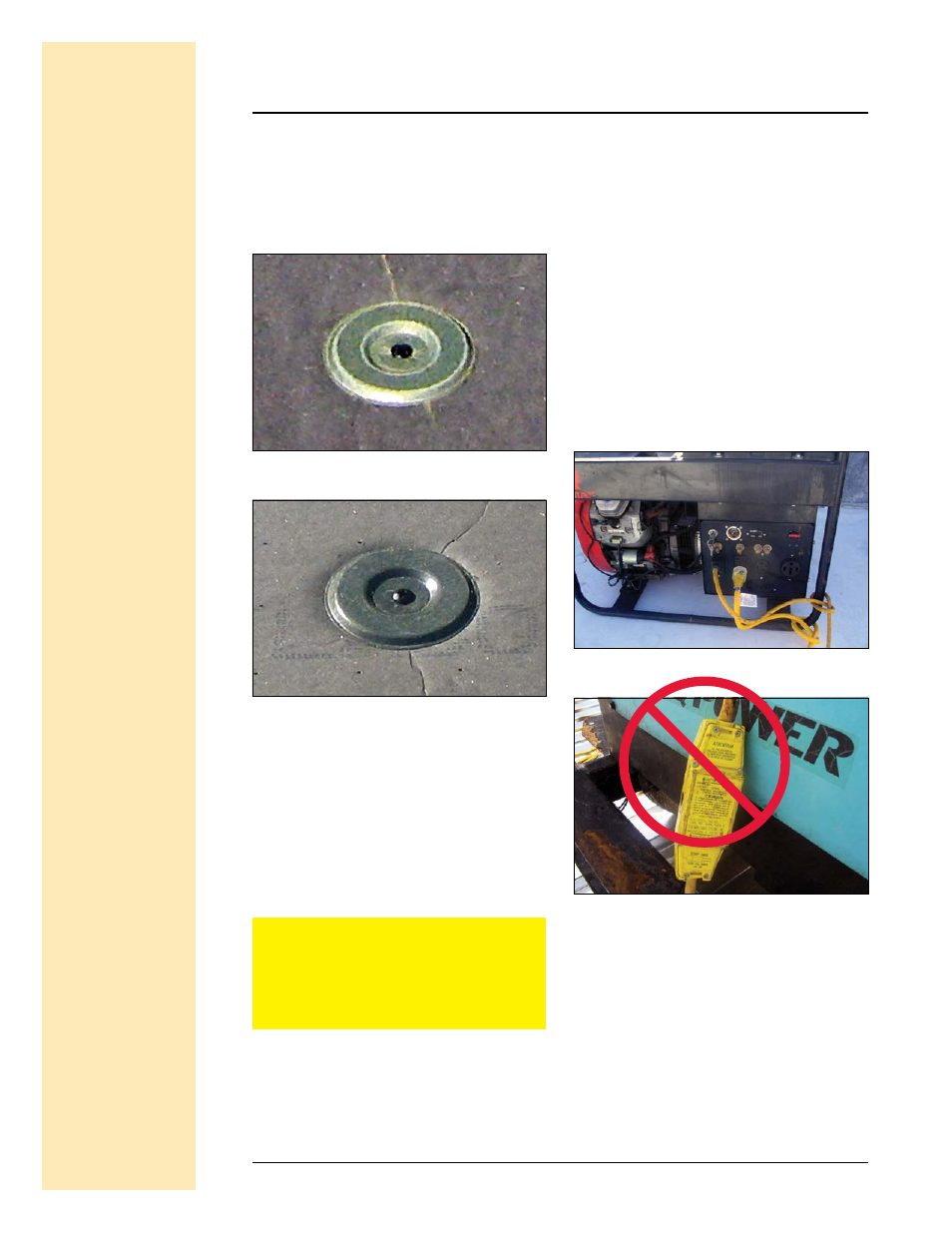
Fasteners must not be overdriven. They should be
tight enough that you can not turn the plates with your
hand. Overdriven fasteners are harder to find, and may
result in a poor or partial bond.
Proper installation
Overdriven
Position membrane so seams do not pass
directly over Flex RhinoBond plates. It is best to
install the membrane so that the seams are between
the rows of Flex RhinoBond plates. If a seam does
pass directly over a plate, weld the seam and then
bond the membrane to the Flex RhinoBond plate.
POwer requiremenTs
WARNING: Do not plug Flex RhinoBond tool
into generator until the generator is running
at full speed and delivering stable power.
Unstable power during start-up increases the risk
of damage to the Flex RhinoBond tool.
Each Flex RhinoBond tool should run on a dedicated
20A circuit, with no more than 100 feet of good quality
(12 ga. min.) extension cord per tool. Do not plug the
tools into a pigtail, and do not plug them into a 15A
GFCI adapter. Generator power usually works better
than house power because house power often requires
longer extension cords. The tools are designed to run on
105-130V. If the cycle time lasts more than 8 seconds,
check the power source.
Generators should be 5,000 watt (min.) with one 20A
GFCI circuit per tool. Two tools (max.) per 5,000 watt
generator.
NO OTHER TOOLS SHOULD BE PLUGGED
INTO DEDICATED FLEX RHINOBOND TOOL
GENERATOR DURING OPERATION.
One cord per circuit and per tool
Do not use pigtails
Static interference. If there is a radio on the job
site, you may hear interference (i.e. static) when the
tool is operating. Don’t worry, this is normal. The tool
meets FCC transmission requirements for industrial
tools, but can cause static interference under certain