5 sharpening the blades, 6 setting blade clearance, Warning 5.6 setting blade clearance – Echo CH911DH Owners Manual v.3 User Manual
Page 18
9 INCH CHIPPER
14
SERVICE & MAINTENANCE
BEFORE INSPECTINg OR SERVICINg ANy PART OF THIS MACHINE, SHuT OFF POWER SOuRCE,
AND MAkE SuRE All MOVINg PARTS HAVE COME TO A COMPlETE STOP.
WaRNING
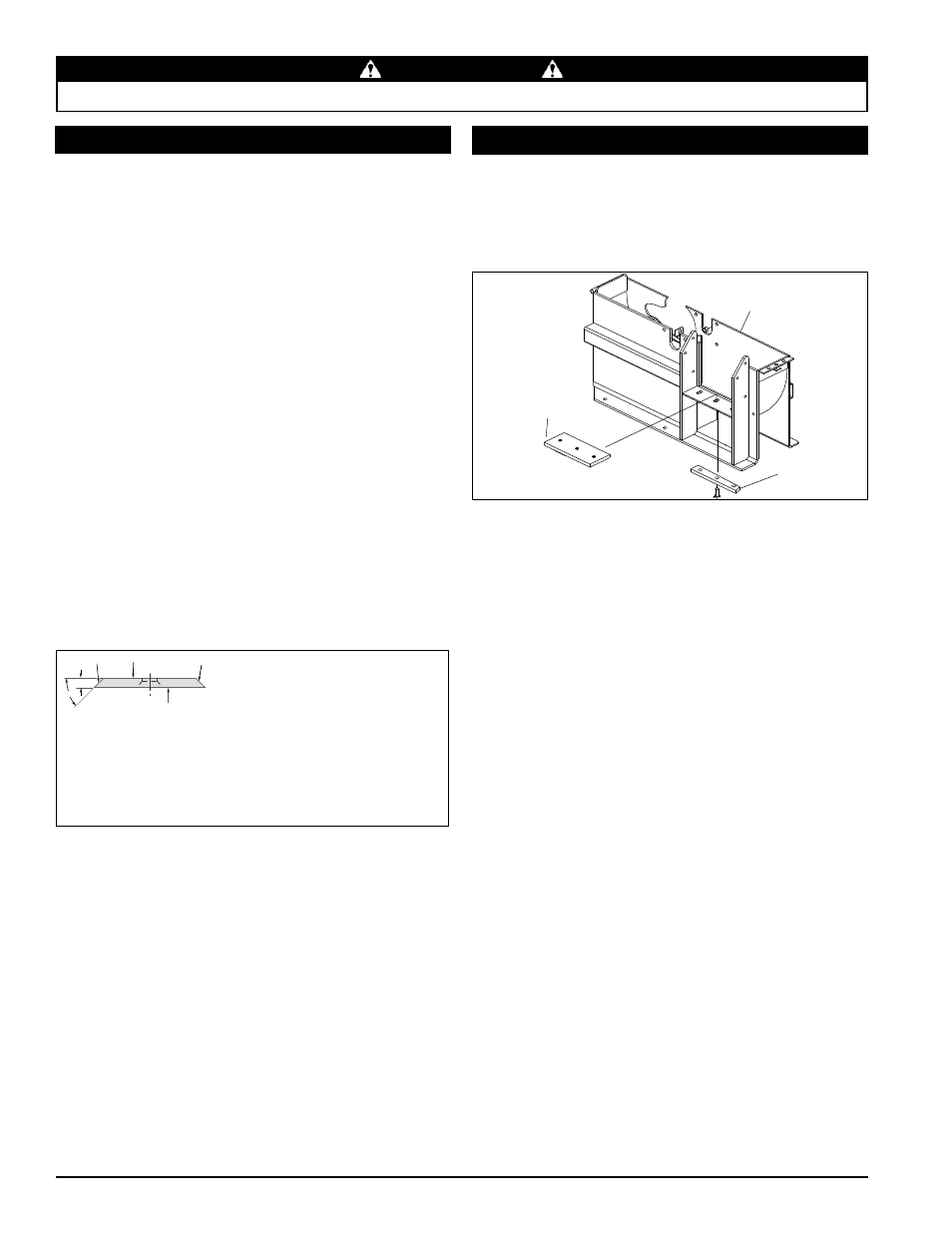
5.6 SETTING bLaDE CLEaRaNCE
Stop engine and wait for all moving parts to stop.
1.
lift rotor access cover and expose rotor.
2.
Remove the lock pin from storage position (see
3.
Figure 5.3)
Turn check valve clockwise to engage the pump.
4.
Pump the handle to raise the feed roller until the lock pin
5.
position aligns with one of the support bracket holes.
Secure the position by putting the lock pin through the
6.
support bracket and lock pin position.
Accessing the anvil from under the feed roller, loosen the
7.
three 1/2" bolts that hold the chipper anvil to the frame.
If the chipping anvil edge is damaged or worn unevenly,
8.
remove the anvil and use one of the other three edges.
Adjust anvil inward or outward. Check clearance with
9.
all blades.
Remove lock pin and put it back into its storage
10.
position. Turn the check valve counterclockwise to
disengage the pump and lower the jack.
Close rotor access cover and secure with bolts.
11.
CHIPPER
ANVIL
SPACER
ROTOR
HOUSING
Figure 5.2, Chipping anvil location
The chipping blades should clear the anvil by 1/16 inch to
1/8 inch. Check the clearance every 8 hours of operation
and adjust if needed. The chipping anvil is reversible. All
four sides of the anvil can be used for chipping.
To adjust the anvil:
Figure 5.1, Sharpening the chipper blades
45˚
SHARPENED
SURFACE
MOUNTING SURFACE
(DO NOT GRIND)
.38
SHARPENED
SURFACE
MOUNTING SURFACE
(DO NOT GRIND)
5.5 SHaRpENING THE bLaDES
The blades can be ground on a bench grinder or by a
professional.
1. Never sharpen or grind the mounting surfaces of the
blades. This will cause the edge to roll and the blade will
be damaged, resulting in poor chipping performance.
2. Regrind the angled edge of the chipping blades to 45
degrees (Figure 5.2). Make sure some type of fixture is
used to correctly hold the blade at the proper angle.
3. Be careful when grinding so that the blade does not
become overheated and change color. This will remove
the heat-treated properties.
4. Use short grinding times and cool with water or some
type of liquid coolant.
5. Remove an equal amount off each blade to maintain
rotor balance.
6. Small imperfections such as nicks and burrs on the flat
side of the blade will not affect the chipping performance
of the machine.
7. For blades that have been repeatedly sharpened,
ensure that the sharpened surface extends past the
chipping slot opening. If it does not extend past the
opening, the blades should be replaced.