100 hydraulic tubing notcher operations – Mittler Bros Machine & Tool 100-U User Manual
Page 8
- 8 -
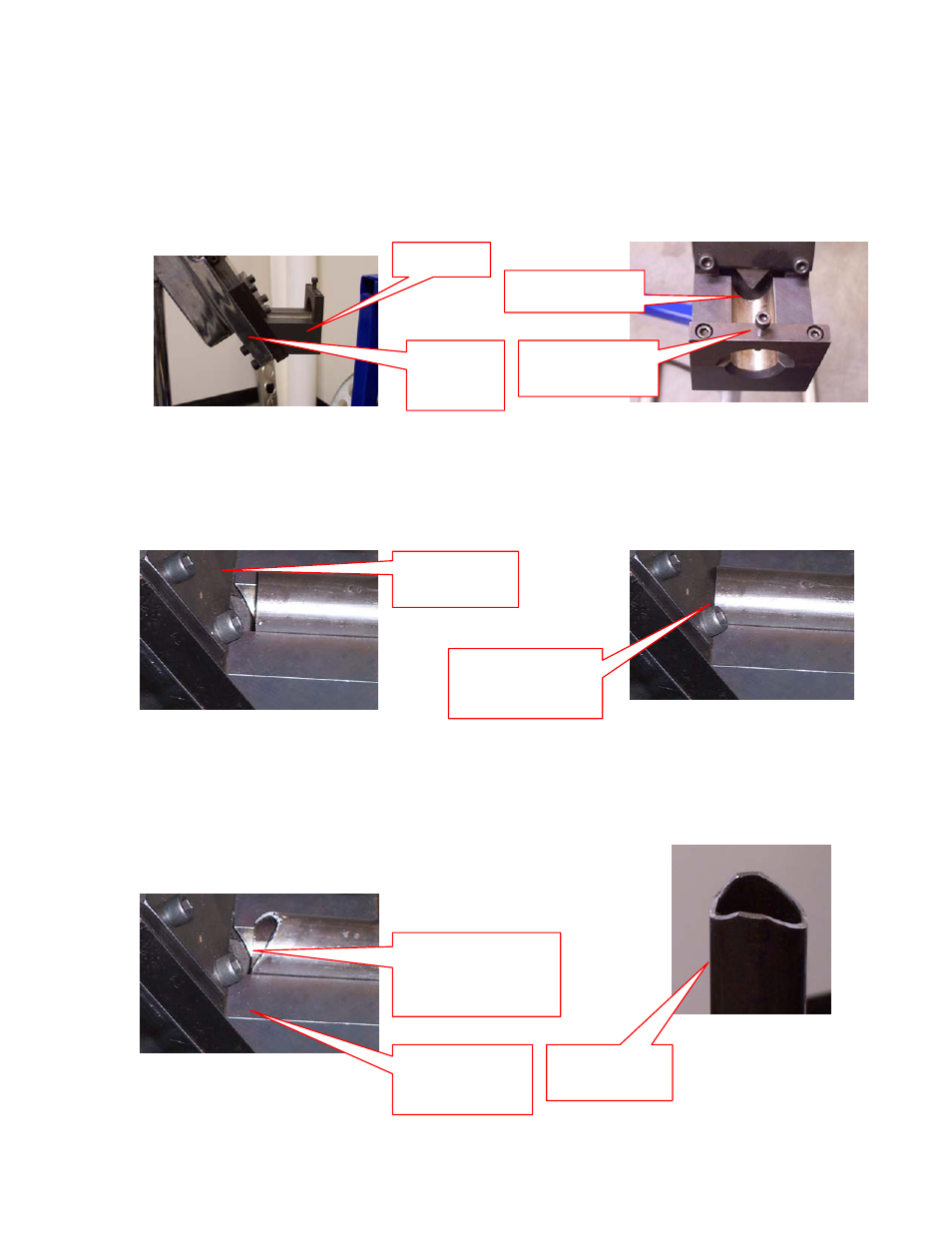
Flush against the
Punch Holder
Plate
#100 Hydraulic Tubing Notcher Operations
1. The #100 Hydraulic Tubing Notcher is designed to notch tubing by cutting one side of the notch at
a time. This is accomplished by having a pointed SLIDING PUNCH entering the end of the tube at
an angle to the DIE PLATE.
2. To make a 90° Notch, slide the tube into the die plate and up against the PUNCH HOLDER
PLATE. Tighten down the HOLD DOWN BOLT. Run the hydraulics until you hear the punch
complete the cut. Release the hydraulics, loosen the hold down bolt & rotate the tube 180° and
then repeat the process, be sure to retighten the hold down bolt.
3. To make an Angled Notch, follow step
2 above for the first half of
the notch. For the second half of the
notch, hold the tube back
from the PUNCH HOLDER PLATE. The
exact distance will be
determined by the angle required and the size of the tube. You
may need to make some sample notches to get the ideal distance
back that your angle and tube size requires.
Slide Tube Into
Punch less
than 1
st
. Cut.
Die Plate
Sliding Punch
Punch Holder
Plate
Resulting
Angled Notch
Angled
Frame
Assembly
Hold Down Bolt
& Clamp Assm.
This Distance
Varies depending
on the Angle
Required