ROTHENBERGER ROWELD P160-630B Plus Professional User Manual
Page 143
PУCCKИЙ
141
Заводская настройка:
Меню „CFG“
„S.tu“ 0
„h.Pb“ 1.0
„h.lt“ 0.68
„h.dt“ 0.17
„h.P.H“ 100
„rst“ 0
„P.rE“ 0
„SoF“ 0
„Lb.t“
0
„Lb.P“ 25
„FA.P“ 0
Меню „InP“
„Ctr“
8
„tYP“ 16
„FLt“ 0.1
„FLd“ 0.5
„dP.S.“ 0
„Lo.S“ 0
„HI.S“ 300
„oFS“ xx
„HI.A“ 0
„Lo.L“ 0
„HI.L“ 280
Меню „Out“
„AL.n“ 0
„r.o.1“ 0
„r.o.2“ 0
„Ct.1“ 20
„Ct.2“ 20
„rEL.“ 0
Меню „PAS“
„Prot“ 32
Прим: Из-за функции автоматической настройки данные в CFG могут несколько отличаться. При
возникновении более значительных колебаний регулировки, пока нагревательный элемент
холодный, можно активировать функцию автоматической настройки (в меню CFG установить
для пункта «S.tu» значение 2; возврат значения на 0 осуществляется автоматически).
Для подъема фрезерного устройства и нагревательного элемента использовать
подъемное приспособление арт. № 53410 (P500/18B) или 53323 (P630/24B-Plus), или
подходящий инструмент.
3.2.2 Меры для подготовки к сварке
При сварке труб, диаметр которых меньше макс. сварного диаметра машины,
необходимо с помощью винтов со внутренним шестигранником (входят
в ассортимент принадлежностей) смонтировать редукционные вставки
в соответствии с диаметром трубы.
ROWELD P200B: Ø63-140мм: состоящие из 6 полумуфт с широкой и 2 полумуфт
с узкой плоскостью зажима. Ø160-180мм: 8 полумуфт с широкой плоскостью зажима.
ROWELD P160-355/5-12B: состоящие из 6 полумуфт с широкой и 2 полумуфт с узкой
плоскостью зажима
ROWELD P500-630/18-24B Plus: до диаметра 450 мм состоящие из 6 полумуфт
с широкой и 2 полумуфт с узкой плоскостью зажима, с 550 мм – 8 полумуфт
с широкой плоскостью зажима.
При этом необходимо учесть, что полумуфты с узкой плоскостью зажима
вставляются в оба внешних нижних основных зажимных элемента. Только для
соединения «труба/колено трубы» они вставляются в левый основной зажимный
элемент снизу и сверху.
Вложить обе подлежащие сварке пластиковые трубы или фасонные детали
в зажимное устройство (под трубы длиннее 2,5 необходимо поставить роликоопоры)
и затянуть латунные гайки на верхних зажимных инструментах. Неровности трубы
можно выровнять путем затяжки или ослабления латунных гаек.
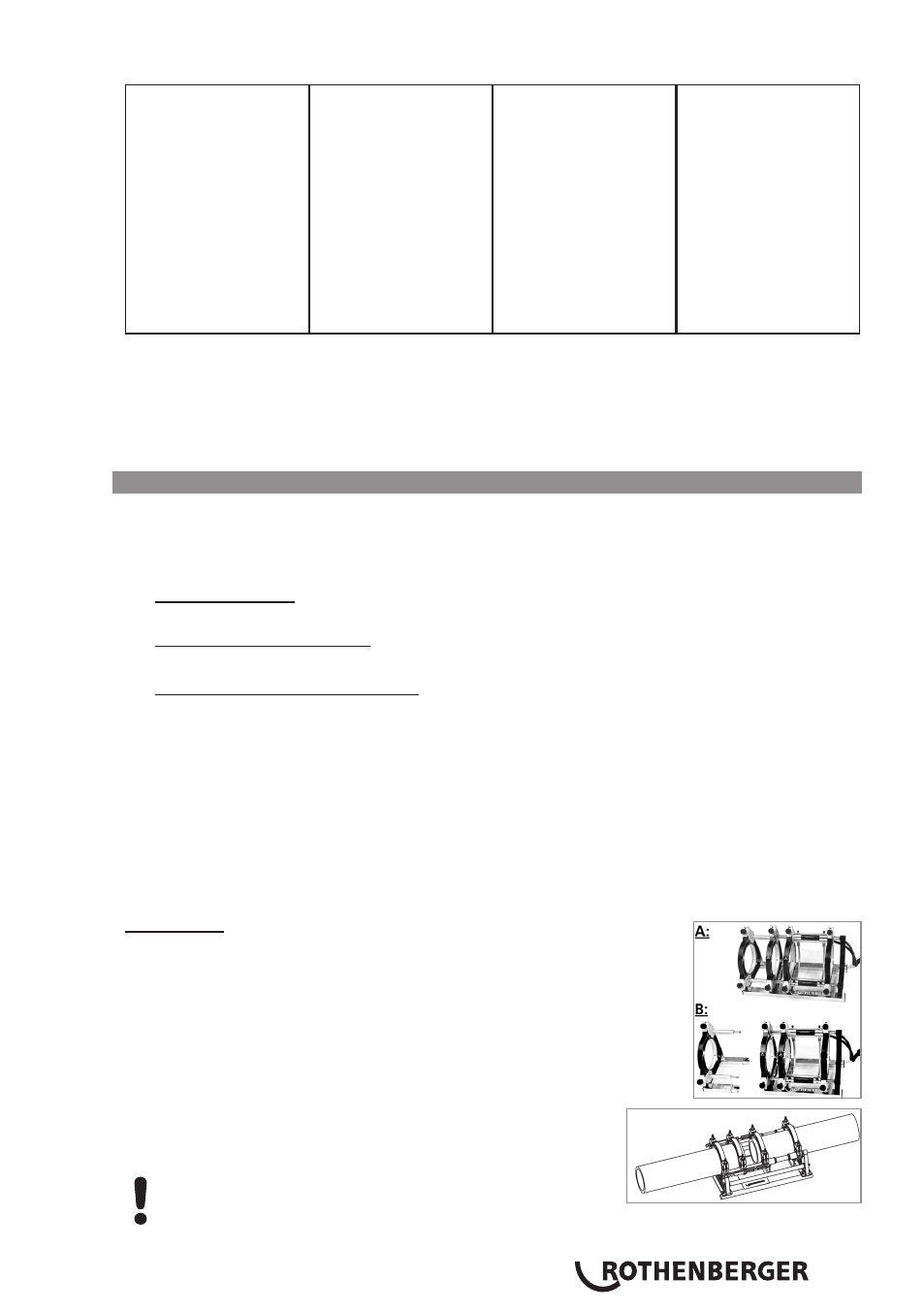
Для P200B:
Для трубы / трубы - соединения машину работает с 4-х
основных челюстей (
положение сварки A).
При соединениях «труба/фитинг» (
положение сварки B),
основной челюсти 4 быть удалены. Для этого винты (6)
снимают в первую очередь и болты (8) слегка ослаблены.
Теперь 4 челюсти включая подструктуры вычитаются.
Наконец, Подложка (7) отвинтить и винты (6) заменена.
При соединениях «труба/труба» в оба левых зажимных
элемента необходимо вставить подложки до слышимой
фиксации (условие поставки).
Внимание! Подложки нельзя монтировать
с диагональным смещением!
Трубы удерживаются двумя зажимными элементами.