ROTHENBERGER ROWELD P160-630B Plus Professional User Manual
Page 122
ČESKY
120
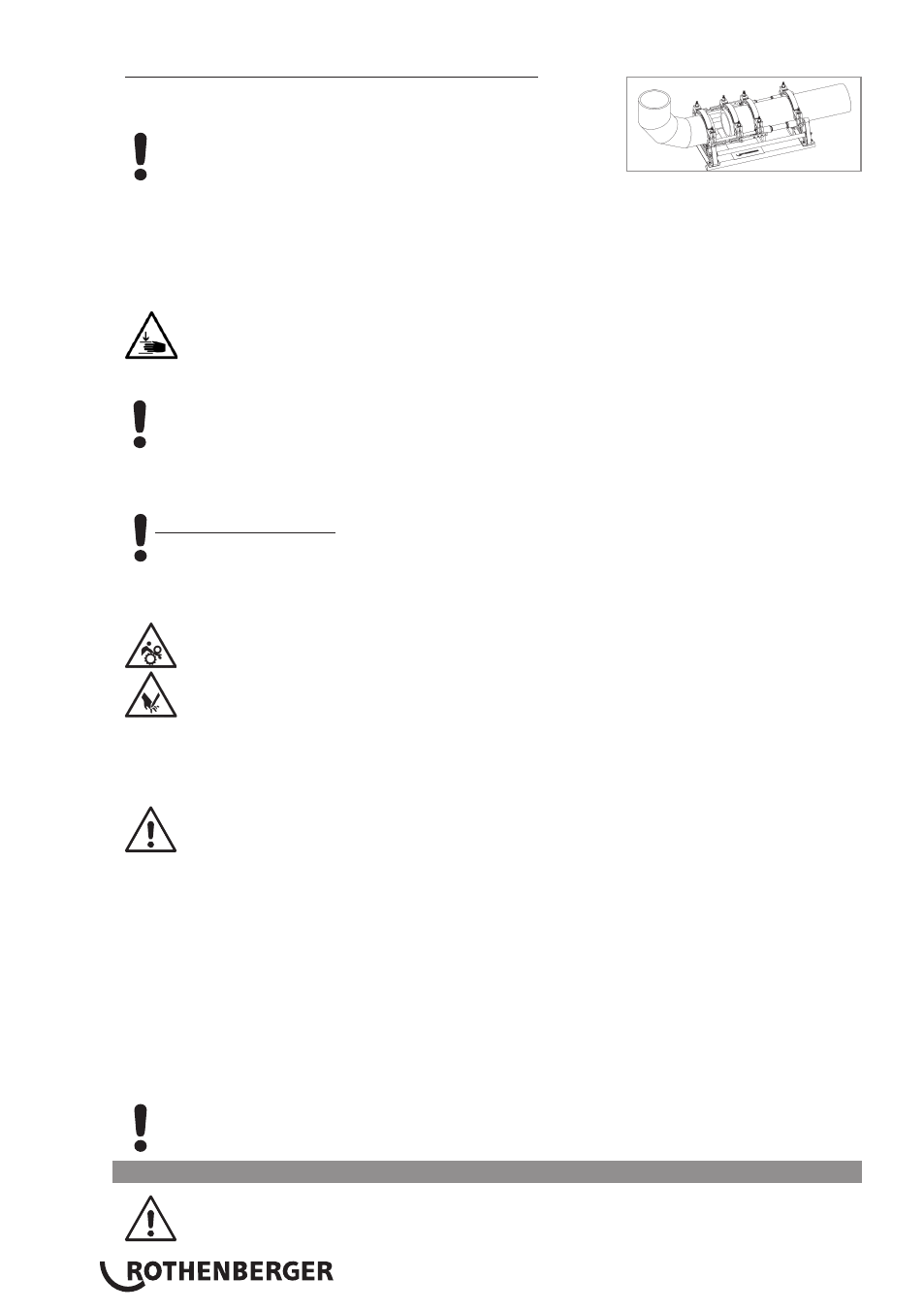
Trubka / spojovací tvarovka P500-630/18-24B Plus:
P
ři spojování trubky s tvarovkou je nutné distanční vložky
p
řeklopit a zaklesnout do středního upínacího prvku.
Pozor: Distan
ční vložky nesmějí být v žádném případě
namontovány s p
říčným přesazením!
Trubka se vkládá do t
ří upínacích prvků a spojovací tvarovka je držena jedním upínacím
prvkem. Posuvný upínací prvek lze p
řitom na tyči posouvat tak, jak to vyžadují prostorové
podmínky p
ři upínání a svařování.
Prost
řednictvím najetí zpracovávaných dílů k sobě překontrolujte, zda tyto díly sedí v upínacím
nástroji pevn
ě.
Udržujte bezpe
čný odstup od stroje, nevstupujte do něj, ani do něj nesahejte.
Nepovolaným osobám nepovolte vstup do pracovního úseku stroje.
Rovn
ěž je nezbytné překontrolovat, zda topné těleso dosáhlo své provozní teploty.
Prosím, respektujte!!! Aby bylo zaru
čeno rovnoměrné rozložení tepla po celém topném
prvku, smí se topný prvek použít nejd
říve 10 minut po dosažení požadované teploty. Teplota
musí být p
řekontrolována pomocí měřícího přístroje a popřípadě musí být doregulována!
Elektrické frézovací za
řízení nasaďte mezi zpracovávané díly určené ke svařování a toto
za
řízení zapněte.
P500-630/18-24B Plus: P
řekontrolujte směry otáčení! Stroje jsou ze závodu
p
řisvorkovány pravotočivě.
Frézování a spus
ťte. Hoblovací nože musí běžet ve směru řezání, v opačném případě
p
řepněte pomocí vhodného nářadí přepínač fází na síťové zástrčce.
Nebezpe
čí zranění! Během provozu udržujte bezpečný odstup od stroje a
nesahejte do rotujících nož
ů. Frézu uvádějte do činnosti pouze v nasazeném stavu
( pracovní pozice ) a následn
ě ji vraťte zpět do odkládací skříňky, která je určena
pro toto použití. Funk
čnost bezpečnostního spínače na frézovacím zařízení musí
být neustále zajišt
ěna, aby bylo možné zabránit neúmyslnému spuštění mimo
stroj.
Tlakový reduk
ční ventil úplně vyšroubujte proti směru hodinových ručiček.
Řídicí páku zatlačte doleva a pomalu zvyšujte frézovací tlak až na optimální hodnotu.
P
říliš vysoký frézovací tlak může mít za následek přehřátí a poškození pohonu
frézy. P
ři přetížení popř. nečinnosti pohonu frézy se strojem vyjeďte a snižte tlak.
Jakmile za
čne z frézy plynule vycházet tříska o tloušťce < = 0,2 mm, stlačte řídicí páku
doprava a stroj roztáhn
ěte od sebe.
Frézovací p
řípravek vypněte, vyčkejte dokud se hoblovací kotouče nezastaví. Vyjměte
frézovací p
řípravek ze základního stroje a odložte jej do odkládací skříňky.
P
řibližte obrobky k sobě, otevřením tlakového odlehčovacího ventilu snižte tlak.
Zkontrolujte, zda jsou plochy ur
čené pro svařování rovné, rovnoběžné a souosé.
Jestliže tomu tak není, musí být frézování zopakováno. Axiální p
řesazení mezi zpracovávanými
díly nesmí být ( dle DVS ) v
ětší než 10% tloušťky stěny a max. mezera mezi rovinnými
plochami nesmí být v
ětší než 0,5mm. Pomocí čistého nástroje (např. štětec) odstraňte třísky,
které se v trubce p
řípadně vyskytují.
Prosím, respektujte! Plochy, které byly ofrézovány a které jsou p
řipraveny ke svařování, musí
být zbaveny všech ne
čistot a nesmíte se jich dotknout rukou!
3.2.3 Sva
řovací postup
Nebezpe
čí stlačení! Při najíždění upínacích nástrojů a trubek k sobě zásadně
dodržujte bezpe
čný odstup od stroje. Nikdy nevkládejte do stroje!