ROTHENBERGER ROWELD D 4/15 Aero User Manual
Page 9
DEUTSCH
7
4.2
Allgemeine Beschreibung
Handextruder mit Eigenluftversorgung (Autoair)
Folgende Einflussgrößen können frei gewählt werden:
Schweißgeschwindigkeit,
Temperatur der Warmluft,
Temperatur und Massedurchsatz des Schweißzusatzes; der Massedurchsatz kann vom Maxi-
mum nach unten geregelt werden,
erstens durch Verwendung von 3-mm-Schweißdraht anstatt 4-mm-Schweißdraht,
zweitens durch Reduzierung der Drehzahl am Regler.
Bei zu gering gewählter Drehzahl besteht für den Antrieb Überhitzungsgefahr!
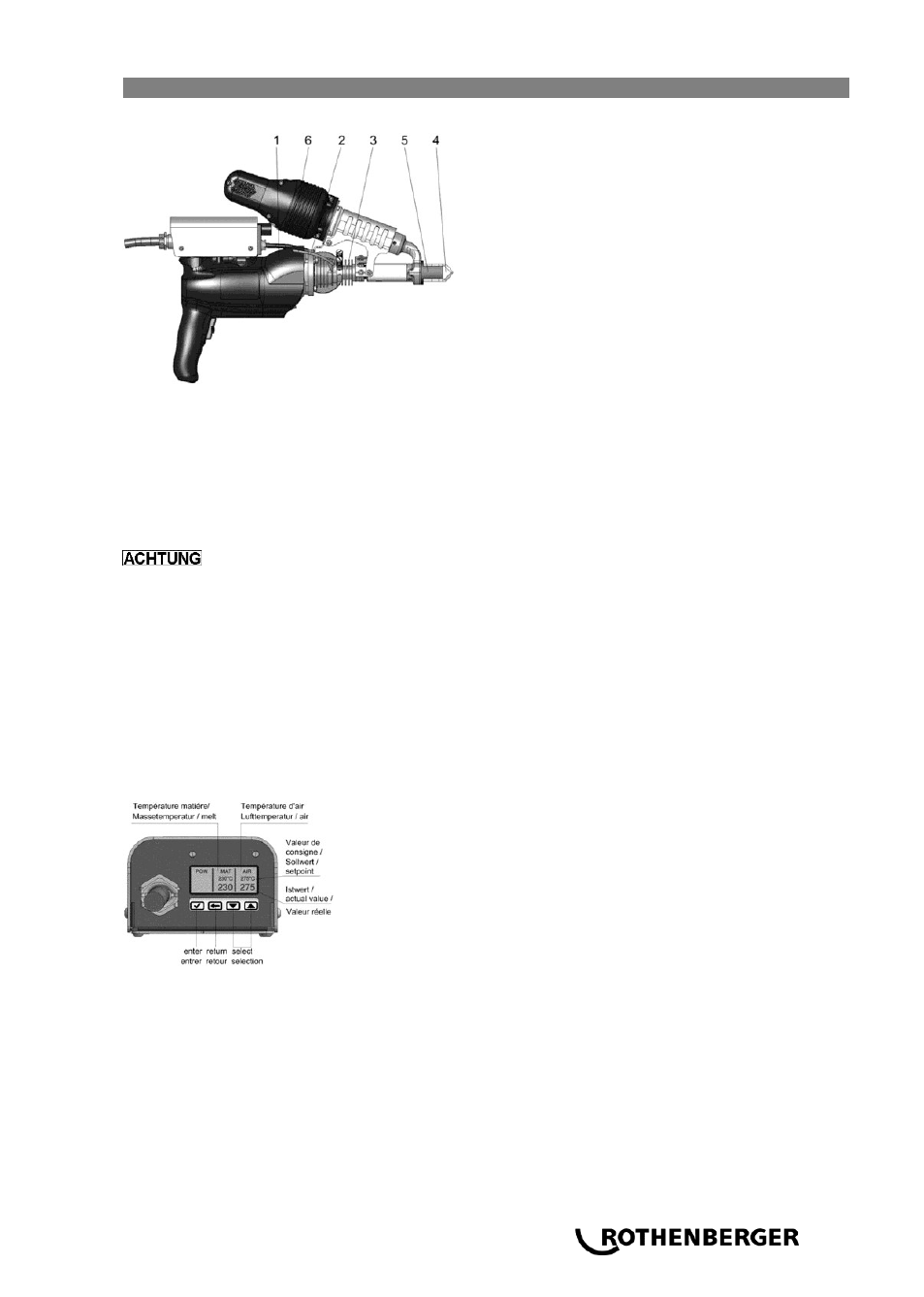
Angetrieben von einem kräftigen E-Motor (1) wird der Schweißdraht (2) in den Extruder (3) ge-
zogen, und dabei granuliert die Extruderschnecke den Schweißdraht. Das Granulat wird von der
Extruderschnecke zur Extruderdüse gedrückt und dabei zu einer homogenen, vollständig plasti-
fizierten Schweißmasse aufgeschmolzen. In diesem Zustand tritt der Schweißzusatz durch die
Extruderdüse aus und wird von einem Schweißschuh (4) entsprechend der Geometrie der zu
setzenden Schweißnaht geformt.
Die notwendige Vorwärmung des zu verbindenden Basismaterials geschieht über die Vorwärm-
düse (5), die von einem integrierten Warmluftgerät (6) versorgt wird. Die Luftversorgung erfolgt
durch eine externe Luftversorgung oder durch ein integriertes Gebläse.
Die Temperatur der Schweißmasse und der Vorwärmluft werden getrennt geregelt. Soll- und
Istwerte werden gleichzeitig angezeigt.
Die Temperatur der Schweißmasse muss die voreingestellte Anlaufschutz-Temperatur über-
schritten haben, dann läuft ein Timer ab. Nach Ablauf der Aufheizzeit gibt die Schutzschaltung
den Antrieb frei.
Die Anlaufschutz-Temperaturschaltung verhindert ein Einschalten des Antriebes und somit eine
Beschädigung des Handextruders bei noch nicht geschmolzener Schweißmasse im Extruder.
Durch eine variable Ausstoßmenge können Nahtdicke und Vorwärmzeit aufeinander abgestimmt
werden.