ROTHENBERGER ROWELD D 4/15 Aero User Manual
Page 38
36
ESPAÑOL
4.2
General
Extrusora manual con el suplemento de aire integrado
Para ambos tipos de extrusora manual, los siguientes parámetros pueden seleccionarse
libremente:
Tipo de soldaje,
Temperatura del aire caliente,
Temperatura de derretimiento y rendimiento; el rendimiento de derretimiento puede controlarse
por debajo del valor máximo
primero usando 3 mm en lugar de 4 mm de varilla de soldar y,
segundo reduciendo la velocidad usando el botón en el controlador.
¡La velocidad demasiado baja causará un sobrecalentamiento!
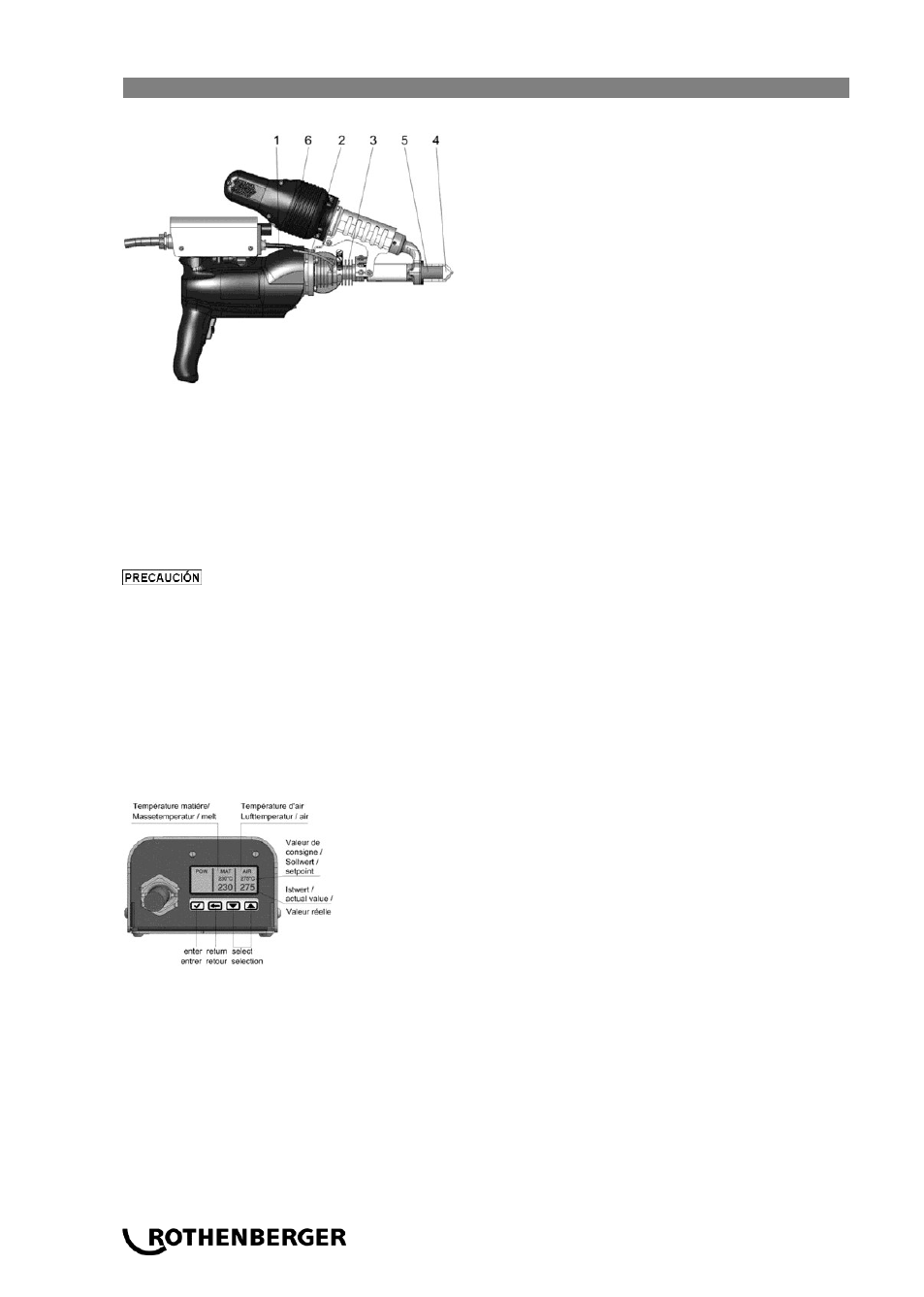
Manejada por un motor eléctrico poderoso (1), la varilla de soldar (2) se inserta en la extrusora
(3) y granulada por la extrusora, atornilla en le proceso. El tornillo fuerza la soladura en la
boquilla de la extrusora, derritiéndolo en una masa homogénea y completamente plastificada.
En tanto que el material derretido exista en la boquilla de la extrusora, se moldea por una horma
de soldar (4) conforme a su forma, se moldea sobre la superficie de trabajo.
El precalentado del material base a unirse, se lleva a cabo por una boquilla de precalentamiento
(5) que está suplementada de una unidad de aire caliente ya integrada (6). El aire se suministra
ya sea a partir de una compresora externa o bien por un calentador integrado.
Las temperaturas de derretimiento y precalentado se controlan por separado. El punto de ajuste
y los valores momentáneos se disponen al momento.
La temperatura de derretimiento debe haber alcanzado la temperatura de inicio para que el
reloj de inicio se active. Después de que el reloj se ha activado, el candado de inicio se liberará
y la extrusora puede iniciarse.
El candado de inicio que controla la temperatura previene que el motor inicie si aún hay material
no derretido en la extrusora, así se previenen los daños a la unidad.
El rango de salida es variable para que la temperatura de recalentado pueda moldearse a la
anchura del soldaje.