ROTHENBERGER RE 17 Dreigas-Anlage AMS 5/5 User Manual
Page 17
ENGLISH
13
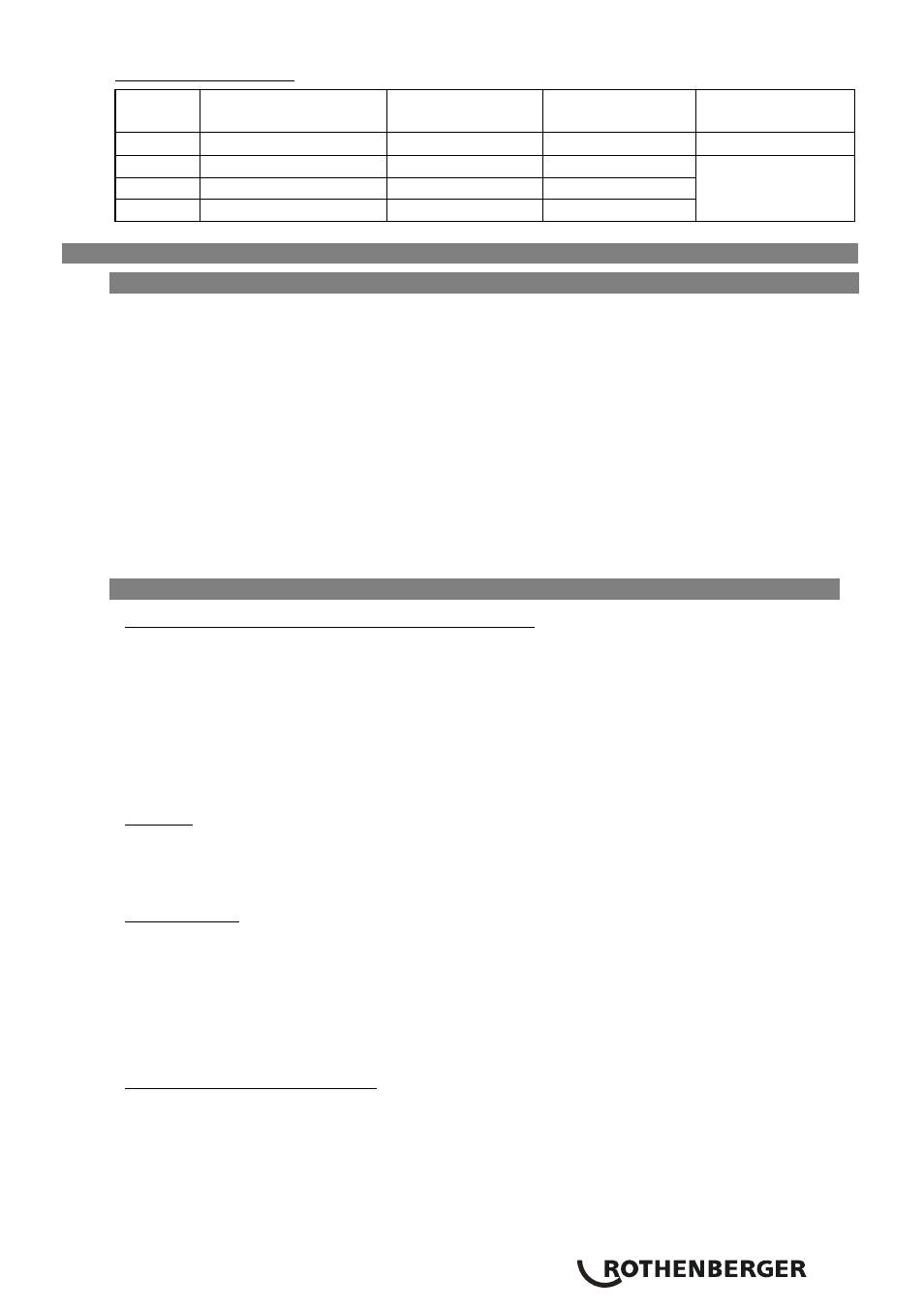
Flame cutting nozzles
Nozzle Cutting
size Article-No.
Oxygen
pressure
Acetylene-
pressure
Size
[mm]
[bar]
[bar]
1/32 3-
6 3.5341 2,0
3/64 6-
20 3.5344 2,5
1/16 20-
75 3.5345 3,5
≥
0,5
3
Functions
3.1
Overview
A
1
Acetylene cylinder
8
Twin tubing bundle
15
Cutting nozzle
2
Oxygen cylinder
9
MAXIGAS 400
16
Torch key
3
Acetylene cylinder
welding regulator
10
RE17 handle
17
Gas control valve
MAXIGAS
4
Oxygen cylinder
welding regulator
11
RE17 wing lever
18
Tube adapter
MAXIGAS
5
Transport carriage
12
RE17 welding inserts
19
Safety lighter
6
Rubber caps red
13
Nozzle cleaner
20
Replacement flints
7
Rubber caps blue
14
Heating nozzle
3.2
Operational
description
B
Welding with high-performance welding nozzles:
Basically, the welding flame should burn neutrally (the gas mixture is balanced), and its size
should be adjusted to the material thickness, the weld shape, the welding position and the
heat conductivity of the material.
When welding steel at greater thicknesses, open both valves wide, and when welding thinner
welding steel plates close the valves somewhat.
Preheat the material and welding rod. As soon as the metal begins to melt on both sides of
the seam, introduce the welding rod. Make sure that the welding area heats evenly. Run the
burner in half circles around the welding rod.
Brazing:
Clean the connecting surfaces polish them and round off the edges. Preheat the brazing
area. Place the tip of the soldering rod onto the soldering area, melt a drop of solder, and
spread it under constant flame movement.
Torch cutting:
Î
Select the torch cutting nozzles (23) according to the workpiece thickness (refer: technical
data) and then screw them until leaktight into the torch tip of the cutting attachment (20) or
hand held cutting torch (15).
Î
Using a suitable wrench tighten firmly the nozzle retaining nut in the torch tip. Use clean,
undamaged ROTHENBERGER original torch cutting nozzles only. Make sure that the sealing
surfaces on the nozzles and torch tip are in perfect condition.
Adjusting the operating pressures
Î
First, keep the adjustment valves for oxygen and fuel gas (16 and 17) on the handle or hand-
held cutting torch closed.
Î
Slowly open the cylinder valves (1 and 2) or the tapping point valves in the distribution line (9
and 10).