ROHM Safety instructions and guidelines for the use of power-operated clamping devices User Manual
Page 3
3
Futterdurchmesser (messen), sowie die max. erreichbare
Drehzahl der Maschine. Um die mögliche Aufprallenergie
auf die zulässige Größe zu reduzieren, müssen die
zulässigen Massen und Drehzahlen ermittelt (z.B. beim
Maschinenhersteller nachgefragt) und ggf. die max.
Drehzahl der Maschine begrenzt werden. Grundsätzlich
jedoch sind die Spannsatzteile (z.B. Aufsatzbacken,
Werkstückauflagen, Planspannpratzen usw.) so leichtge-
wichtig wie möglich zu konstruieren.
3.Spannen anderer / weiterer Werkstücke
Sind für diese Spanneinrichtung spezielle Spannsätze
(Backen, Spanneinsätze, Anlagen, Ausrichtelemente,
Lagefixierungen, Spitzen usw.) vorgesehen, so dürfen
mit diesen ausschließlich diejenigen Werkstücke in der
Weise gespannt werden, für welche die Spannsätze
ausgelegt wurden. Wird dies nicht beachtet, so können
durch ungenügend Spannkräfte oder ungünstige Spann-
stellenplatzierungen Sach- und Personenschäden
verursacht werden. Sollen deshalb weitere bzw. ähnliche
Werkstücke mit dem gleichen Spannsatz gespannt
werden, so ist dazu die schriftliche Genehmigung des
Herstellers erforderlich.
7.Spannkraftkontrolle / Spanneinrichtungen ohne
permanente Druckzufuhr
1.Spannkraftkontrolle (allgemein)
Gemäß § 6.2 Nr. d) EN 1550 müssen statische Spann-
kraftmeßvorrichtungen verwendet werden, um den
Wartungszustand in regelmäßigen Zeitabständen gemäß
den Wartungsanleitungen zu überprüfen. Danach muss
nach ca. 40 Betriebsstunden - unabhängig von der
Spannfrequenz - eine Spannkraftkontrolle erfolgen.
Falls erforderlich, sind dazu spezielle Spannkraftmess-
backen oder -vorrichtungen (Druckmessdosen) zu
verwenden.
2.Spannkraftkontrolle (speziell)
Hydraulikversorgungen vor allem mit großen Leitungs-
querschnitten bergen die Gefahr, dass aufgrund
dynamischer Effekte der Spitzendruck -- und damit auch
die Betätigungskraftspitze -- wesentlich höher ist als der
eingestellte Druck. Dies kann zur mechanischen
Überlastung der Bauteile führen. Daher ist bei Inbetrieb-
nahme die tatsächlich erreichte Spannkraftsumme zu
messen. Der Druck darf nur so hoch eingestellt werden,
dass die auf der Zeichnung oder in der Bedienungsan-
leitung angegebene max. Spannkraftsumme
(im Stillstand) nicht überschritten wird.
3.Spanneinrichtungen ohne permanente Druckzufuhr
Es gibt Spanneinrichtungen, bei denen während des
Betriebes die hydraulische oder pneumatische Verbin-
dung zur Druckquelle unterbrochen wird (z.B. bei LVE /
HVE). Dadurch kann es zu einem allmählichen Druckab-
fall kommen. Die Spannkraft kann dabei soweit abneh-
men, dass das Werkstück nicht mehr ausreichend ges-
pannt ist. Um diesen Druckverlust auszugleichen, muss
aus Sicherheitsgründen alle 10 Minuten der Spanndruck
für mindestens 10 Sekunden aktiviert werden.
Dies gilt ebenfalls nach längeren Betriebspausen, z.B.
wenn die Bearbeitung während der Nacht unterbrochen
und erst am nächsten Morgen fortgesetzt wird.
8.Festigkeit des zu spannenden Werkstücks
Um ein sicheres Spannen des Werkstücks bei den
auftretenden Bearbeitungskräften zu gewährleisten,
muss der eingespannte Werkstoff eine der Spannkraft
angemessene Festigkeit haben und darf nur geringfügig
kompressibel sein.
Nichtmetalle wie z. B. Kunststoffe, Gummi usw. dürfen nur
mit schriftlicher Genehmigung durch den Hersteller
gespannt und bearbeitet werden!
9.Spannbewegungen
Durch Spannbewegungen, evtl. Richtbewegungen usw.
werden kurze Wege unter z. T. großen Kräften in kurzen
Zeiten durchfahren.
Grundsätzlich muss deshalb bei Montage- und Einrichtearbei-
ten die zur Futterbetätigung vorgesehene Antriebseinrichtung
ausdrücklich ausgeschaltet werden. Sollte allerdings im Ein-
richtebetrieb auf die Spannbewegung nicht verzichtet werden
können, so muss bei Spannwegen größer als 4 mm
-- eine fest- oder vorübergehend angebaute Werkstückhalte
vorrichtung an der Vorrichtung montiert sein,
oder
-- eine unabhängig betätigte eingebaute Haltevorrichtung
(z.B. Zentrierbacken bei Zentrier- und Planspannfuttern)
vorhanden sein,
oder
-- eine Werkstück--Beladehilfe (z. B. Ladestock) vorgesehen
werden,
oder
-- die Einrichtearbeiten müssen im hydraulischen, pneumati-
schen bzw. elektrischen Tipp-Betrieb (entsprechende
Steuerung muss möglich sein!) durchgeführt werden.
Die Art dieser Einrichtehilfsvorrichtung hängt grundsätzlich
von der verwendeten Bearbeitungsmaschine ab und ist gege-
benenfalls gesondert zu beschaffen!
Der Maschinenbetreiber hat dafür zu sorgen, dass während
des gesamten Spannvorgangs jegliche Gefährdung von
Personen durch die Spannmittelbewegungen ausgeschlos-
sen ist. Zu diesem Zweck sind entweder 2-Hand-Betätigungen
zur Spanneinleitung oder - noch besser - entsprechende
Schutzvorrichtungen vorzusehen. Wird das Spannmittel
gewechselt, muss die Hubkontrolle auf die neue Situation
abgestimmt werden.
10. Manuelles Be- und Entladen
Bei manuellen Be- und Entladevorgängen muss ebenfalls
mit einer mechanischen Gefährdung für die Finger durch
Spannwege größer als 4 mm gerechnet werden. Dieser
Gefährdung kann entgegengewirkt werden, indem
-- eine unabhängig betätigte eingebaute Haltevorrichtung
(z.B. Zentrierbacken bei Zentrier- und Planspannfuttern)
vorhanden sein muss
oder
-- eine Werkstück-Beladehilfe (z. B. Ladestock)
einzusetzen ist
oder
-- eine Verlangsamung der Spannbewegung (z. B. durch
Drosselung der Hydraulikversorgung) auf Spanngeschwin-
digkeiten von nicht mehr als 4 mm s--1 vorgesehen wird.
11. Befestigung und Austausch von Schrauben
Werden Schrauben ausgetauscht oder gelöst, kann mangel-
hafter Ersatz oder Befestigung zu Gefährdungen für Personen
und Gegenständen führen. Deshalb muss bei allen Befest-
igungsschrauben, wenn nicht ausdrücklich anderweitig ange-
geben, grundsätzlich das vom Hersteller der Schraube emp-
fohlene und der Schraubengüte entsprechende Anzugsdreh-
moment angewendet werden.
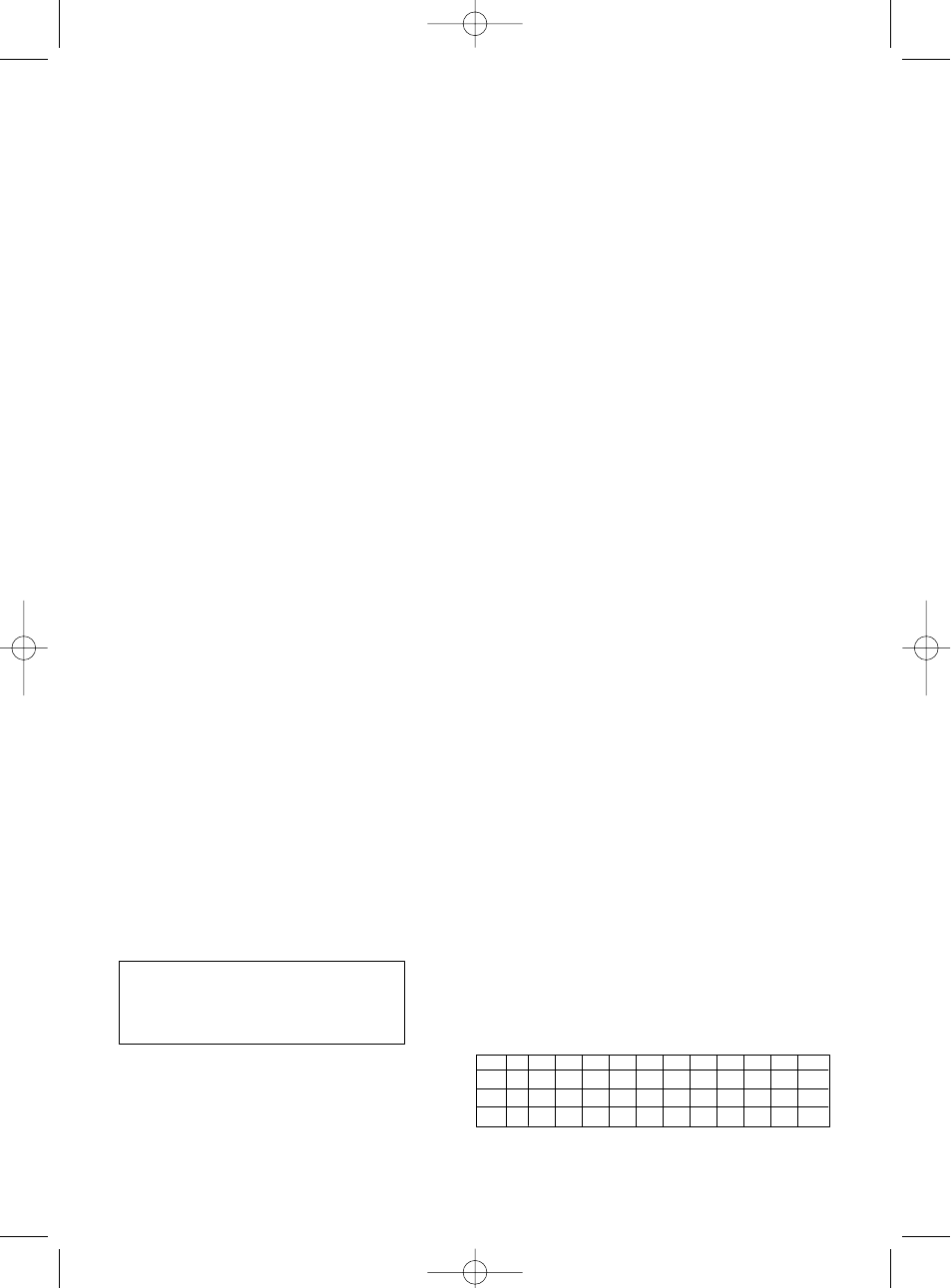
Es gilt für die gängigen Größen M5 - M24 der Güten 8.8, 10.9
und 12.9 folgende Anzugsdrehmomententabelle:
Alle Angaben in Nm
Empfohlenes Spannkraft-Messsystem EDS
(nur Außenspannung)
EDS 50 kpl.
Id.-Nr.
161425
EDS 100 kpl.
Id.-Nr.
161426
EDS 50/100 kpl.
Id.-Nr.
161427
Güte
M5 M6
M8
M10 M12 M14 M16 M18 M20 M22 M24
8.8
5,9 10,1 24,6
48
84
133
206
295
415
567
714
Nm
10.9
8,6 14,9 36,1
71
123
195
302
421
592
807 1017
Nm
12.9
10 17,4 42,2
83
144
229
354
492
692
945
1190
Nm
23021-k001-002_003 06.09.2006 11:15 Uhr Seite 3