Operation – Lincoln Electric IM824 LN-15 WIRE FEEDER User Manual
Page 17
B-3
OPERATION
B-3
LN™-15 CONTROL CABLE MODEL & (CE)
CASE FRONT CONTROLS
(See Figure B.1)
ACROSS THE ARC MODEL
1. WIRE FEED SPEED DISPLAY-The Wire Feed Speed
display shows the rate the LN™-15 will feed electrode
during welding. The default WFS units for domestic
models are inches/minute and can be changed to
meters/minute through the configuration menu. The
default WFS units for the European models are m/min.
The wire feed speed is calibrated to within ±2%.
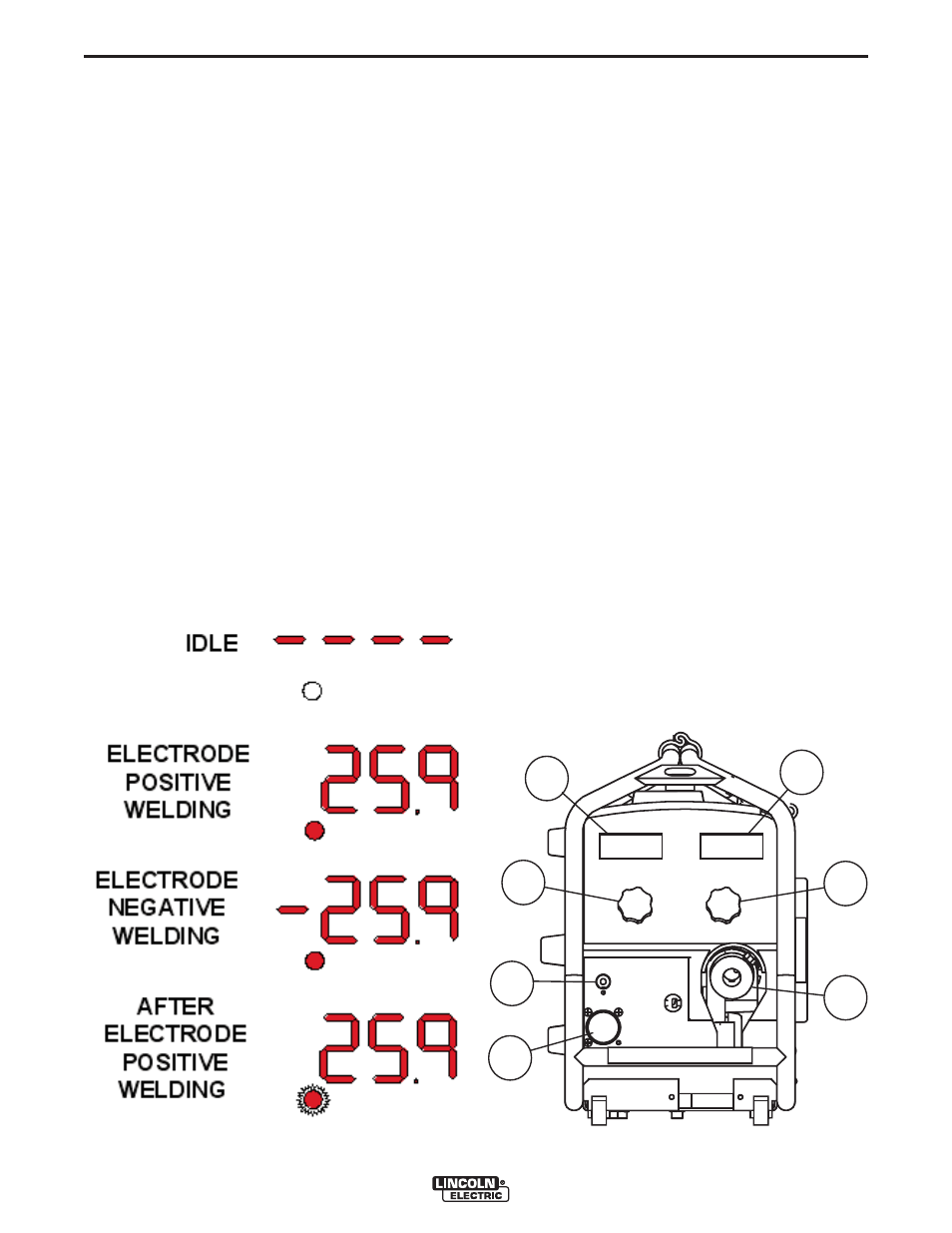
2. VOLTAGE DISPLAY
-
The voltage display shows the
average arc voltage during the welding. A minus sign "-"
appears when welding with electrode negative welding
procedures. While welding, an LED will illuminate below
the voltage display. After welding, the average voltage
will continue to be shown for 5 seconds after the end and
the LED will flash. of the weld. When not welding, the
display ishows "- - - ". The voltage is calibrated to ±2%
over a range of 10 to 45 volts.
The voltage display is not a "preset" voltage.
Refer to the examples from Figure B.1a.
3. WIRE FEED SPEED KNOB
-
The Wire Feed Speed
knob is a 3-3/4 turn potentiometer that adjusts of the rate
of feeding electrode. The wire feed speed range is 50 -
700 inches/min (1.3 - 17.8 m/min)
4. VOLTAGE KNOB-The voltage knob is present only on
control cable models.
Adjusting the voltage knob varies the power source volt-
age to the LN™-15. The value displayed is not a "preset"
voltage. Only actual average arc voltage is shown on the
voltage display.
For codes 10864, 10865:
The voltage knob controls the output of the power source
through a 3-3/4 turn, 10K ohm potentiometer.
For codes 11033 and above:
The voltage knob controls the output of the power source
through a _ turn, 10K ohm potentiometer.
5. TRIGGER CONNECTOR-5 Pin Receptacle is used to
activate the Magnum Gun Switch.
6. CONNECTOR BUSHING-This connection is for weld-
ing conductor cable assembly.
7. ON / OFF SWITCH-For codes 11033 and above:
The ON / OFF Switch turns power on and off to the wire
feeder.
83% PROCEDURE
The LN™-15 supports a special "dual procedure"
mode. When activated, the wire feed speed is
reduced to 83% of the set value, but no less than 50
inches/minute (1.27 m/min). The 83% procedure is
most commonly used during pipe and out of position
welding. Requires Magnum 400 Dual Procedure Gun
Equivalent.
FIGURE B.1
FIGURE B.1a
1
7
3
5
6
4
2