Operation, Welder operation – Lincoln Electric IM699 Commander 500 User Manual
Page 24
B-7
OPERATION
B-7
BREAK-IN PERIOD
The engine used to supply power for your welder is a
heavy duty, industrial engine. It is designed and built
for rugged use. It is very normal for any engine to use
small quantities of oil until the break-in is accom-
plished. Check the oil level twice a day during the
break-in period (about 200 running hours).
IMPORTANT
IN ORDER TO ACCOMPLISH THIS BREAK-IN, THE
UNIT SHOULD BE SUBJECTED TO HEAVY LOADS,
WITHIN THE RATING OF THE MACHINE.
AVOID
LONG IDLE RUNNING PERIODS.
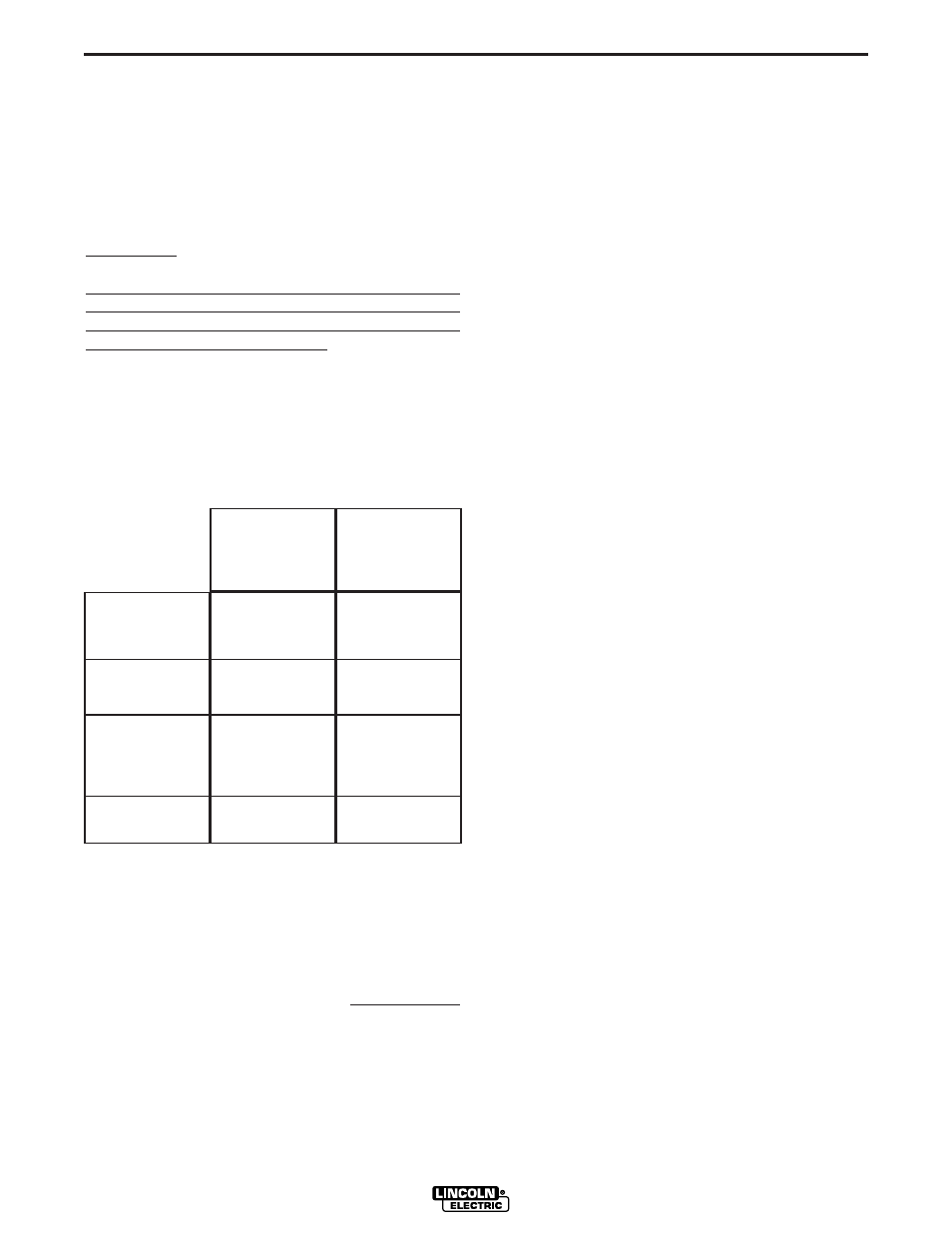
TYPICAL FUEL CONSUMPTION
Refer to Table B.2 for typical fuel consumption of the
Commander 500
’
s Engine for various operating sce-
narios.
Table B.2 Deutz F3L 912 Engine Fuel Consumption
WELDER OPERATION
STICK WELDING
The Commander 500 can be used with a broad range
of DC stick electrodes.
The
“
WELD MODE
”
switch provides five overlapping
slope controlled current ranges. The OUTPUT adjusts
the current from minimum to maximum within each
range. Voltage is also controlled by the OUTPUT in the
slope controlled setting. These slope controlled set-
tings are intended for
“
out-of-position
”
welding, includ-
ing pipe welding, where the operator would like to con-
trol the current level by changing the arc length.
PIPE WELDING
The Commander 500 is equipped with special circuitry
to minimize pop-outs in the five slope modes at any
open circuit voltage.
For a soft arc characteristic, set the "WELD MODE"
Switch to the lowest setting that still provides the cur-
rent you need and set the "OUTPUT" near maximum.
For example: to obtain 140 amps and a soft arc, set
the " WELD MODE" Switch to the "150 MAX" position
and then adjust the "OUTPUT" for 140 amps.
When a forceful "digging" arc is required, use a higher
setting and lower the open circuit voltage. For exam-
ple: to obtain 140 amps and a forceful arc, set the
“
WELD MODE
”
to the "250 MAX" position and then
adjust the "OUTPUT" to get 140 amps.
CONSTANT CURRENT (CC) WELDING
The CC - STICK position of
“
30 to 575", the "WELD
MODE" Switch is designed for horizontal welds with all
types of electrodes especially low hydrogen. The
"OUTPUT" adjusts the full range of 30 to 575 amps.
This setting provides a soft, constant current arc. If a
more forceful arc is desired, then select the proper
range from the slope controlled current ranges.
In the CC mode, sticking can be prevented by adjust-
ing the
“
ARC CONTROL
”
. Turning this control clock-
wise, increases the short circuit current, thus prevent-
ing sticking. This is another way of increasing arc
force.
TIG WELDING
The most clockwise position of the WELD MODE
switch is for TIG welding in the range of 20 amps to
250 amps, with a
“
Touch Start
”
feature. To initiate a
weld, the OUTPUT is first set to the desired current
and the tungsten is touched to the work. During the
time the
tungsten is touching the work there is
very little voltage or current and, in general, no tung-
sten contamination. Then, the tungsten is gently lifted
off the work in a rocking motion, which establishes the
arc.
The Commander 500 can be used in a wide variety of
DC Tungsten Inert Gas (TIG) welding applications. In
general the
“
Touch Start
”
feature allows contamination
free starting without the use of a Hi-Freq unit. But the
K930-1 or -2 TIG module or K799 Hi-Freq unit, can be
used with the Commander 500. The settings for these
follow the tungsten current range table.
COMMANDER 500
Low Idle - No
Load 1475 RPM
High Idle - No
Load 1900 RPM
DC CC Weld
Output 500
Amps @ 40
Volts
Auxiliary Power
.47 gallons/hour
(1.77 liters/hour)
.66 gallons/hour
( 2.50 liters/hour)
1.94 gallons/hour
( 7.34 liters/hour)
1.31 gallons/hour
(4.96 liters/hour)
53.2
37.9
12.9
19.1
Deutz F3L 912
44.2 Hp
@ 1800 RPM
Running Time for
25 gallons
(Hours)