Operation – Lincoln Electric IM859 POWER MIG 350MP User Manual
Page 19
B-6
B-6
OPERATION
POWER MIG
®
350MP
Arc Control (See Table B.2)
There are no specific unit values offered because the setting
of this feature largely depends upon operator preference.
Arc Control has a different effect on the character of the arc
depending upon the welding process applied.
In SMAW (STICK mode), arc control adjusts the arc force. It
can be set to the lower range for a soft and less penetrating
arc characteristic (negative numeric values) or to the higher
range (positive numeric values) for a crisp and more pene-
trating arc. Normally, when welding with cellulosic types of
electrodes (E6010, E7010, E6011), a higher energy arc is
required to maintain arc stability. This is usually indicated
when the electrode sticks to the work-piece or when the arc
pops-out during manipulative technique. For low hydrogen
types of electrodes (E7018, E8018, E9018, etc.) a softer arc
is usually desirable and the lower end of the Arc Control
suits these types of electrodes. In either case the arc con-
trol is available to increase or decrease the energy level
delivered to the arc.
In GMAW-S, the short-circuiting mode of metal transfer, the
Arc Control features the ability to increase or decrease the
energy level at the arc. Setting the arc control from 1 to 10
decreases energy, and setting the Arc Control from 0 to –10
increases the energy delivered to the arc.
Solid carbon steel electrodes in a range from .025"- .045" (.6
mm – 1.1 mm) are nominally used, and the shielding gas
blend for GMAW-S is usually 100% carbon dioxide or a
blend of argon and carbon dioxide. The Arc Control in this
scenario is set to control the droplet size and more pinch is
added (increasing pinch reduces energy to the arc) to
achieve the "bacon frying" sound associated with this mode
of metal transfer.
Carbon steel electrodes employed in GMAW-S usually per-
form best when the droplet size is regulated by pinch to
reduce the droplet size transferred with each short-circuit
event.
When welding with solid stainless steel types of electrodes it
is usually desirable to increase the energy delivered to the
arc. High percentage argon blends with a 2 % addition of
oxygen or a three part shielding gas blend comprised of
90% Helium + 7.5% Argon + 2.5 % carbon dioxide are usu-
ally employed. The added energy is associated, in this sce-
nario, with increasing the inductance (negative numeric val-
ues). By adding to the energy level the weld bead appear-
ance improves – spatter levels decrease and wetting action
at the toes of a fillet weld increases. The arc is softer with
the higher inductance setting and the arc lends itself to
faster travel speed.
In GMAW-P, the pulsed spray mode of metal transfer, the
Arc Control is, once again, used to increase and decrease
the focus of the energy delivered to the arc. Increasing the
setting in the range of +1 to +10 results in an increase in
pulsed frequency, and the effect is to narrow the arc cone
and concentrate the available energy to a smaller area.
Decreasing the Arc Control setting from –1 to –10 results in
a reduction of pulsed frequency – the result is a broader arc
cone, which creates a wider weld bead.
Important to note here is that if a component of a pulsed
waveform is increased, then another must be decreased.
Adding pulsed frequency through an increase in the Arc
Control setting, then also results in a proportional decrease
in background current. If this were not the case, then the arc
would become too long, with too much energy, and the arc
would be unusable.
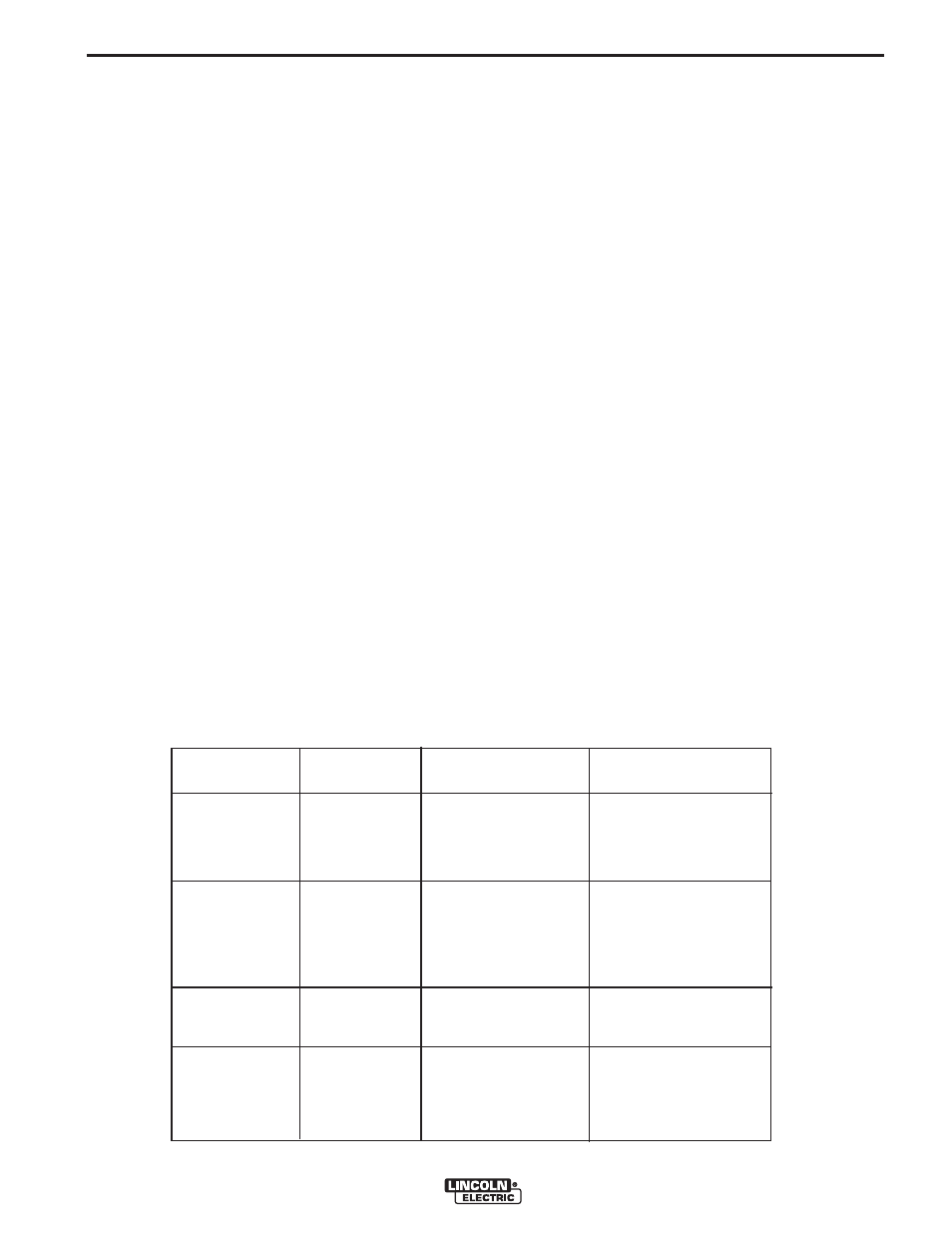
PROCESS
ARC SETTING
APPLICATION
AND
CONTROL
RESULT
SYNONYM
SMAW (STICK)
Arc Force
Lower (-1 to -10) for
Minus settings are soft
low hydrogen types of
and buttery for low
electrodes. Higher (+1
hydrogen electrodes.
to +10) for cellulosic
Plus settings are harsh
and other types.
and digging for other
types of electrodes.
GMAW – S (Short
Inductance or
Setting -1 to -10 for
The minus settings
circuiting metal
Pinch Control
softer higher energy
result a more fluid
transfer
arc. Setting +1 to +10
puddle and larger
for a crisper lower
droplet size. The postive
energy arc.
settings reduce the
droplet size and reduce
energy to the arc.
GMAW – P (Pulsed
Pulsed frequency
Minus settings reduces
Wider arc cone and
spray metal transfer)
control
frequency. Plus
weld bead. Narrower
settings increase
arc cone and narrower
frequency. weld
bead.
Pulse – on –Pulse™
Pulsed frequency
Minus settings result in
Minus settings result in
(Aluminum Only)
array control
lower array frequency
a wider bead with more
and the plus settings
distinct ripples. Plus
increase the array
settings narrow the
frequency.
resultant bead and the
ripples are less distinct.
PROCESS
ARC SETTING
APPLICATION
AND
CONTROL
RESULT
SYNONYM
SMAW (STICK)
Arc Force
Lower (-1 to -10) for
Minus settings are soft
low hydrogen types of
and buttery for low
electrodes. Higher (+1
hydrogen electrodes.
to +10) for cellulosic
Plus settings are harsh
and other types.
and digging for other
types of electrodes.
GMAW – S (Short
Inductance or
Setting -1 to -10 for
The minus settings
circuiting metal
Pinch Control
softer higher energy
result a more fluid
transfer
arc. Setting +1 to +10
puddle and larger
for a crisper lower
droplet size. The postive
energy arc.
settings reduce the
droplet size and reduce
energy to the arc.
GMAW – P (Pulsed
Pulsed frequency
Minus settings reduces
Wider arc cone and
spray metal transfer)
control
frequency. Plus
weld bead. Narrower
settings increase
arc cone and narrower
frequency. weld
bead.
Pulse – on –Pulse™
Pulsed frequency
Minus settings result in
Minus settings result in
(Aluminum Only)
array control
lower array frequency
a wider bead with more
and the plus settings
distinct ripples. Plus
increase the array
settings narrow the
frequency.
resultant bead and the
ripples are less distinct.
PROCESS
ARC SETTING
APPLICATION
AND
CONTROL
RESULT
SYNONYM
SMAW (STICK)
Arc Force
Lower (-1 to -10) for
Minus settings are soft
low hydrogen types of
and buttery for low
electrodes. Higher (+1
hydrogen electrodes.
to +10) for cellulosic
Plus settings are harsh
and other types.
and digging for other
types of electrodes.
GMAW – S (Short
Inductance or
Setting -1 to -10 for
The minus settings
circuiting metal
Pinch Control
softer higher energy
result a more fluid
transfer
arc. Setting +1 to +10
puddle and larger
for a crisper lower
droplet size. The postive
energy arc.
settings reduce the
droplet size and reduce
energy to the arc.
GMAW – P (Pulsed
Pulsed frequency
Minus settings reduces
Wider arc cone and
spray metal transfer)
control
frequency. Plus
weld bead. Narrower
settings increase
arc cone and narrower
frequency. weld
bead.
Pulse – on –Pulse™
Pulsed frequency
Minus settings result in
Minus settings result in
(Aluminum Only)
array control
lower array frequency
a wider bead with more
and the plus settings
distinct ripples. Plus
increase the array
settings narrow the
frequency.
resultant bead and the
ripples are less distinct.
PROCESS
ARC SETTING
APPLICATION
AND
CONTROL
RESULT
SYNONYM
SMAW (STICK)
Arc Force
Lower (-1 to -10) for
Minus settings are soft
low hydrogen types of
and buttery for low
electrodes. Higher (+1
hydrogen electrodes.
to +10) for cellulosic
Plus settings are harsh
and other types.
and digging for other
types of electrodes.
GMAW – S (Short
Inductance or
Setting -1 to -10 for
The minus settings
circuiting metal
Pinch Control
softer higher energy
result a more fluid
transfer
arc. Setting +1 to +10
puddle and larger
for a crisper lower
droplet size. The postive
energy arc.
settings reduce the
droplet size and reduce
energy to the arc.
GMAW – P (Pulsed
Pulsed frequency
Minus settings reduces
Wider arc cone and
spray metal transfer)
control
frequency. Plus
weld bead. Narrower
settings increase
arc cone and narrower
frequency. weld
bead.
Pulse – on –Pulse™
Pulsed frequency
Minus settings result in
Minus settings result in
(Aluminum Only)
array control
lower array frequency
a wider bead with more
and the plus settings
distinct ripples. Plus
increase the array
settings narrow the
frequency.
resultant bead and the
ripples are less distinct.
TABLE B.2-Arc control settings by process