Operation, Product description, Controls and settings – Lincoln Electric IM859 POWER MIG 350MP User Manual
Page 15
B-2
B-2
OPERATION
POWER MIG
®
350MP
PRODUCT DESCRIPTION
The POWER MIG
®
350MP is a complete semiauto-
matic multi-process DC arc welding machine offering
CV and CC DC welding. It is rated for 350 amps, 32
volts at a 60% duty cycle. The standard machine is
equipped to weld CC-Stick, CC-GTAW, CV-FCAW,
and synergic and non-synergic CV-GMAW / GMAW-P
and Pulse-on-Pulse and Power Mode welding
processes. See the descriptions for Pulse on
Pulse™and Power Mode welding processes later in
this section.
Mode #5 and mode #6 are non-synergic CV GMAW
modes for bare and flux cored wires, respectively. In
these modes, the user presets the wire feed speed
(WFS) on the left meter and the welding voltage on
the right. These two settings are independent; that is,
if the WFS is changed the voltage will remain con-
stant, or vice versa.
All of the other mode numbers designated as "CV" are
synergic. Again, WFS is shown on the left meter and
voltage is shown on the right meter. However, in using
these modes, the WFS is preset and the voltage is
preset only once. Now, when the WFS is changed, the
voltage will change with it, so that the arc appearance
and arc length will stay the same without the necessity
to re-adjust the voltage.
The modes shown as "GMAW-P" or " GMAW-PP" are
all synergic pulsed modes. In these modes WFS is
shown on the left meter and "Trim" is shown on the
right meter. The user adjusts WFS to obtain an arc
with the correct arc energy for the material thickness
being welded. The Trim, which is adjustable from val-
ues of 0.5 to 1.5, 1.00(Nominal) and up to 1.5 controls
the arc length. Higher values of Trim give longer arc
lengths. Once the user has adjusted the Trim for one
WFS, the power supply will synergically change many
variables so that, as the WFS is changed, the arc
length and arc appearance will remain the same. The
synergic modes are usable with both push and push –
pull torches, as described later in this Manual. When
using a spool gun, however, although the synergic
pulsed modes are still accessible, they must be used
in a non-synergic manner as described in the
Accessory Section.
The digital microcomputer based control system
allows easy and accurate adjustment of weld parame-
ters through the multi-process panel located on the
front of the machine. The POWER MIG
®
350MP is
equipped with a 6-pin and 7-pin connector to allow
operation of a push-pull gun for feeding aluminum
wires, a spool gun, remotes, and a foot amptrol.
Other features
Optional kits are available for push-pull welding, spool
gun operation, push feeding of 3/64 aluminum with the
standard POWER MIG
®
350MP gun and wire feeder.
A Dual Cylinder Mounting Kit is also offered.
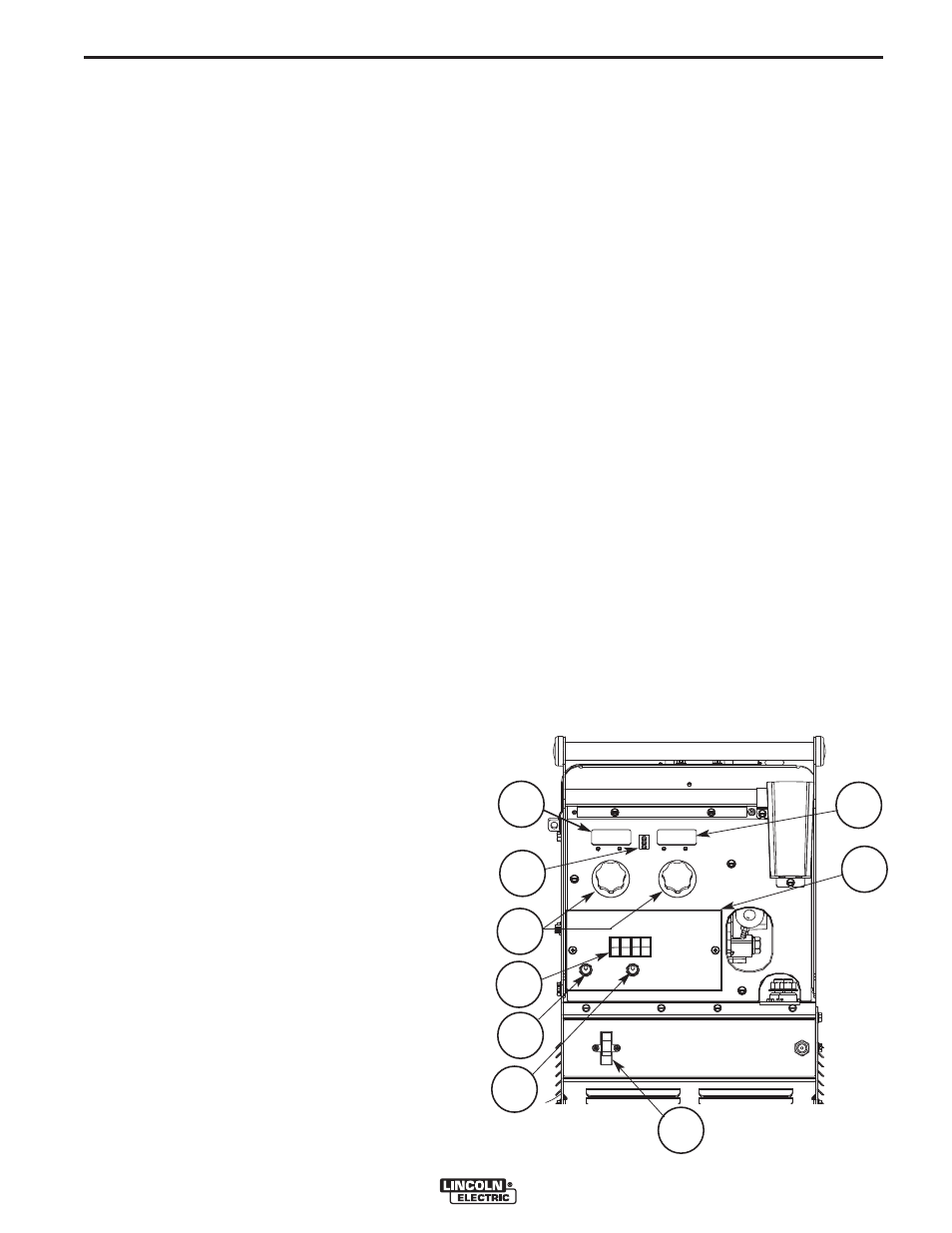
CONTROLS AND SETTINGS
(See Figure B.1)
1. WIRE FEED SPEED (WFS) / AMP METER - This
meter displays either the WFS or current value
(Amps) depending on the status of the machine.
Located below the display is the text "WFS" and
"Amps." An LED light is illuminated to the left of one
of these units to indicate the units of the value dis-
played on the meter.
• Prior to CV operation, the meter displays the
desired preset WFS value.
• Prior to CC-Stick and CC-GTAW operation, the
meter displays the preset current value.
• During Welding, the meter displays actual average
amps.
• After welding, the meter holds the actual current
value for 5 seconds. During this time, the display
is blinking to indicate that the machine is in the
"Hold" period. Output adjustment while in the
"Hold" period results in the "prior to operation"
characteristics stated above.
• After the 5 second "Hold" period, the meter dis-
plays the set WFS (CV modes) or Amp (CC
modes) value.
Figure B.1
1
2
5
5B
5A
5C
6
4
3