Val-Matic Cam-Centric Plug Valve User Manual
Page 10
SIZE
TORQUE
(FT-LBS)
1/2"-13
45 - 75
5/8"-11
100 - 150
3/4"-10
150 - 250
7/8"-9
200 - 350
1"-8
300 - 500
1 1/8"-7
450 - 700
1 1/4"-7
650 - 1000
1 1/2"-6
750 - 1100
REASSEMBLY
All parts must be cleaned and gasket surfaces should
be cleaned with a stiff wire brush in the direction of the
serrations or machine marks. Worn parts, gaskets and
seals should be replaced during reassembly.
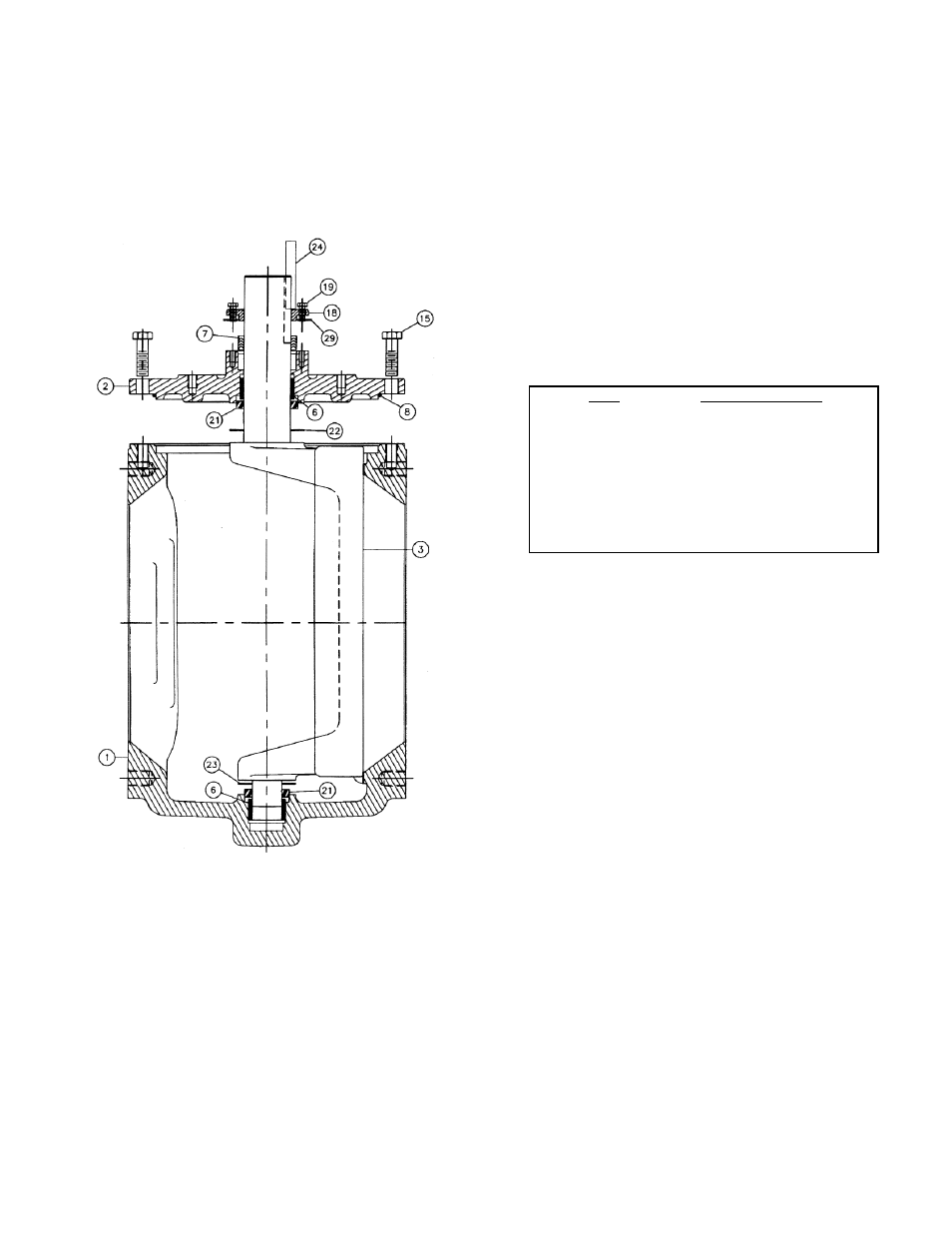
FIGURE 14. PLUG VALVE PARTS
1. Press new bearings (6) into cover and body with
round, flat bar 1/4" below inside surfaces of body
(1) and cover (2).
2. Install cover seal (8) over cover lip.
3. Apply thin film of FDA silicone grease such as
Dow Corning #7 to plug rubber surface. Place
stainless steel thrust bearing (23) over lower end
of plug, Teflon bearing (22) over the upper end.
Install grit seals (21) over the shafts of the plug.
4. Carefully place plug into the body (1) and insert
lower plug shaft into bottom bearing (6). Plug (3)
should be in the open position. Install cover (2)
over plug shaft and into recess in body. Align
match marks between body and cover (2). Torque
cover bolts (15) per Table 6 in 3-4 increments
using the cross-over tightening method.
TABLE 6. TIGHTENING TORQUES
5. Lubricate ID and OD of packing set with FDA
grease and install in packing bore one ring at a
time taking care to keep lips pointing down toward
plug. Reinstall follower, gland bolts, and 2 shims
per bolt.
NOTE: If valve has friction assembly with direct
nut actuator, follow Friction Adjustment procedure
on page 6.
6. Insert key (24) into shaft and place actuator over
valve. Reinstall actuator mounting bolts and
torque per Table 6. Install cover on actuator.
7. Apply power to actuator and cycle valve. Apply
pressure to valve and check for cover and shaft
leakage. Tighten bolts as necessary. Adjust
packing if necessary.
8. If valve does not shut off tight, adjust the closed
position stop as described on page 6 under
“Closed Position Adjustment.”