Operation operación fonctionnement, Arc gouging, Auxiliary power – Lincoln Electric IMt661 RANGER 250 User Manual
Page 31: Desbaste, Energia auxiliar, Gougeage à l’arc, Courant auxiliaire
B-9
OPERATION
OPERACIÓN
FONCTIONNEMENT
.010 (.25)
2-15
(3)
3-8
(2-4) 3-8
(2-4) #4, #5, #6
0.020 (.50)
5-20
(3)
5-10
(3-5)
5-10
(3-5)
0.040 (1.0)
15-80
(3)
5-10
(3-5)
5-10
(3-5)
1/16
(1.6)
70-150
10-20
5-10
(3-5)
9-13
(4-6)
#5, #6
3/32
(2.4)
150-250
15-30
13-17 (6-8)
11-15
(5-7)
#6, #7, #8
1/8
(3.2)
250-400
25-40
15-23 (7-11)
11-15
(5-7)
5/32
(4.0)
400-500
40-55
21-25 (10-12) 13-17
(6-8)
#8, #10
3/16
(4.8)
500-750
55-80
23-27 (11-13) 18-22
(8-10)
1/4
(6.4)
750-1000
80-125
28-32 (13-15) 23-27
(11-13)
TYPICAL CURRENT RANGES (1) FOR TUNGSTEN ELECTRODES(2)
Tungsten Electrode DCEN (-) DCEP (+) Approximate Argon Gas Flow
TIG TORCH
Diameter in. (mm)
Flow Rate C.F.H. ( l /min.)
Nozzle Size (4), (5)
1%, 2% Thoriated 1%, 2% Thoriated Aluminum
Stainless Steel
Tungsten T
Tungsten
.010 (.25)
2-15
(3)
3-8
(2-4) 3-8
(2-4) #4, #5, #6
0.020 (.50)
5-20
(3)
5-10
(3-5)
5-10
(3-5)
0.040 (1.0)
15-80
(3)
5-10
(3-5)
5-10
(3-5)
1/16
(1.6)
70-150
10-20
5-10
(3-5)
9-13
(4-6)
#5, #6
3/32
(2.4)
150-250
15-30
13-17 (6-8)
11-15
(5-7)
#6, #7, #8
1/8
(3.2)
250-400
25-40
15-23 (7-11)
11-15
(5-7)
5/32
(4.0)
400-500
40-55
21-25 (10-12) 13-17
(6-8)
#8, #10
3/16
(4.8)
500-750
55-80
23-27 (11-13) 18-22
(8-10)
1/4
(6.4)
750-1000
80-125
28-32 (13-15) 23-27
(11-13)
Diámetro de elec. DCEN (-) DCEP (+) Rango aproximado de flujo
ANTORCHA TIG \
de tungsteno
de gas Argón C.F.H. ( l /min.)
Boquilla tamaño
en pulg. (mm)
(4), (5)
Tungsteno
Tungsteno toriado
Aluminio
Acero inoxidable
toriado al 1%, 2%
al 1%, 2%
RANGOS TIPICOS DE CORRIENTE
(1)
PARA ELECTRODOS DE TUNGSTENO
(2)
(1) When used with argon gas. The current ranges shown must be reduced
when using argon/helium or pure helium shielding gases.
(2) Tungsten electrodes are classified as follows by the American Welding
Society (AWS):
Pure
EWP
1% Thoriated
EWTh-1
2% Thoriated
EWTh-2
Though not yet recognized by the AWS, Ceriated Tungsten is now widely
accepted as a substitute for 2% Thoriated Tungsten in AC and DC applications.
(3) DCEP is not commonly used in these sizes.
(4) TIG torch nozzle "sizes" are in multiples of 1/16ths of an inch:
# 4 = 1/4 in.
(6 mm)
# 5 = 5/16 in.
(8 mm)
# 6 = 3/8 in.
(10 mm)
# 7 = 7/16 in.
(11 mm)
# 8 = _ in.
(12.5 mm)
#10 = 5/8 in.
(16 mm)
(5) TIG torch nozzles are typically made from alumina ceramic. Special appli-
cations may require lava nozzles, which are less prone to breakage, but
cannot withstand high temperatures and high duty cycles.
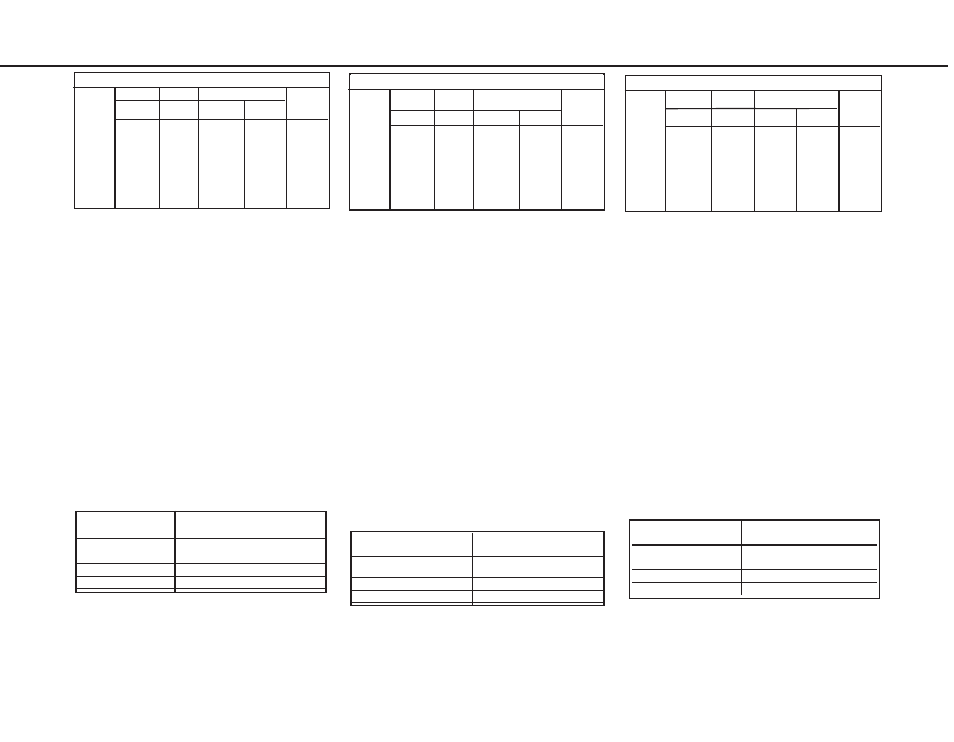
ARC GOUGING
The Ranger 250 can be used for limited arc gouging.
For optimal performance, set the MODE switch to
CC-STICK and the ARC CONTROL to +10.
Set the CONTROL knob to adjust output current to
the desired level for the gouging electrode being used
according to the ratings in the following table.
Electrode Diameter
Current Range (DC, electrode
positive)
1/8"
30-60 Amps
5/32"
90-150 Amps
3/16"
150-200 Amps
AUXILIARY POWER:
Start the engine and set the IDLER control switch to
the desired operating mode. Full power is available
regardless of the welding control settings providing
no welding current is being drawn.
corriente directa
electrodo negativo
corriente directa
electrodo positivo
.010 (.25)
2-15
(3)
3-8
(2-4) 3-8
(2-4) #4, #5, #6
0.020 (.50)
5-20
(3)
5-10
(3-5)
5-10
(3-5)
0.040 (1.0)
15-80
(3)
5-10
(3-5)
5-10
(3-5)
1/16
(1.6)
70-150
10-20
5-10
(3-5)
9-13
(4-6)
#5, #6
3/32
(2.4)
150-250
15-30
13-17 (6-8)
11-15
(5-7)
#6, #7, #8
1/8
(3.2)
250-400
25-40
15-23 (7-11)
11-15
(5-7)
5/32
(4.0)
400-500
40-55
21-25 (10-12) 13-17
(6-8)
#8, #10
3/16
(4.8)
500-750
55-80
23-27 (11-13) 18-22
(8-10)
1/4
(6.4)
750-1000
80-125
28-32 (13-15) 23-27
(11-13)
PLAGES DE COURANT TYPE(1) POUR ÉLECTRODES DE TUNSTÈNE(2)
(1) Cuando se utiliza con gas argón. Los rangos de corriente mostrados deben
reducirse cuando se esté utilizando argón/helio o gases protectores de helio
puro.
(2) Los electrodos de tugsteno se clasifican de la siguiente manera de acuerdo
con la Sociedad de Soldadura Americana (AWS):
Puro
EWP
1% Toriado
EWTh-1
2% Toriado
EWTh-2
Aunque aún no está reconocido por la AWS, el tungsteno seriado ahora es
ampliamente aceptado como sustituto del tungsteno toriado al 2% en
aplicaciones de CA y CD.
(3) DCEP (Corriente Directa Electrodo Positivo) no se utiliza comúnmente en
estos tamaños.
(4) Los “tamaños” de la boquilla de antorcha de TIG son múltiplos de 1/16º de una
pulgada:
6 mm
(# 4 = 1/4 pulg.)
8 mm
(# 5 = 5/16 pulg.)
10 mm
(# 6 = 3/8 pulg.)
11 mm
(# 7 = 7/16 pulg.)
12.5 mm
(# 8 = 1/2 pulg.)
16 mm
(#10 = 5/8 pulg.)
(5) Las boquillas de antorcha de TIG normalmente se hacen de cerámica
aluminizada. Algunas aplicaciones especiales pueden requerir boquillas de lava
que son menos propensas a romperse, pero no pueden soportar altas
temperaturas y ciclos de trabajo prolongados.
DESBASTE
La Ranger 250 se puede utilizar para desbaste
limitado. Para óptimo rendimiento, configure el
interruptor de MODO en CC-STICK (varilla CC) y ARC
CONTROL (Control de Arco) a +10.
Establezca la perilla de CONTROL para ajustar la
corriente de salida en el nivel deseado para el
electrodo para desbaste que se está utilizando de
acuerdo con las capacidades nominales de la
siguiente tabla:
Diámetro del electrodo
Rango de Corriente (CD,
electrodo positivo)
3.2 mm (1/8") 30-60 Amps
4.0 mm (5/32")
90-150 Amps
4.8 mm (3/16")
150-200 Amps
ENERGIA AUXILIAR:
Arranque el motor y coloque el interruptor de control
“IDLER” (GOBERNADOR) en el modo de operación
deseado.
Puede
operar
a
energía
total
independientemente de las programaciones de
control de soldadura, si no se está tomando corriente
de soldadura.
Diamètre po
(mm)
électrode de
tungstène
C.C.E.N. (-)
1, 2 % de
tungstène thorié
C.C.E.P. (+)
1, 2 % de
tungstène Thorié
Aluminium
Acier inoxydable
TORCHE TIG
Grosseur
buse (4), (5)
Débit d’argon approximatif
pi3/h (L/min)
(1) Avec argon. On doit réduire les plages de courant indiquées quand on l’utilise
l’argon/hélium ou l’hélium pur comme gaz de protection.
(2) Les électrodes de tungstène sont classées comme suit par l’American Welding
Society (AWS) :
Pure
EWP
Thoriée à 1 %
EWTh-1
Thoriée à 2 %
EWTh-2
Bien qu’il ne soit pas encore reconnu par l’AWS, le tungstène cérié est maintenant
largement accepté comme substitut du tungstène en application c.a. et c.c.
(3) Le C.C.E.P. n’est pas couramment utilisé dans ces dimensions.
(4) Les grosseurs de buse de torche TIG sont en multiples de 1/16e po
no 4 = _ po
(6 mm)
no 5 = 5/16 po
(8 mm)
no 6 = 3/8 po
(10 mm)
no 7 = 7/16 po
(11 mm)
no 8 =
po
(12,5 mm)
no 10 = 5/8 po
(16 mm)
(5) Les buses de torche TIG sont généralement en céramique d’alumine. Les
applications spéciales peuvent nécessiter des buses en lave, qui sont moins frag-
iles, mais ne peuvent pas supporter des hautes températures et les facteurs de
marche élevés.
GOUGEAGE À L’ARC
On peut utiliser le Ranger 250 pour certaines opéra-
tions de gougeage à l’arc. Pour obtenir des perfor-
mances optimales, régler le sélecteur MODE sur CC-
STICK et la commande ARC CONTROL sur +10.
Régler le bouton OUTPUT pour ajuster le courant de
sortie en fonction de l’électrode de gougeage utilisée
selon les valeurs de la table suivante.
COURANT AUXILIAIRE
Faire démarrer le moteur et régler le sélecteur de com-
mande de ralenti IDLER sur le mode de fonction-
nement choisi. La pleine puissance est disponible
quels que soient les réglages de commande de
soudage à condition de ne pas utiliser le courant de
soudage.
Diamètre de l’électrode
Plage de courant (c.c., élec
trode positive)
1/8"
30-60 Amps
5/32"
90-150 Amps
3/16"
150-200 Amps