Avertissement, Shade guide settings – Lincoln Electric IMT10004 (4X5) SHADE 10 HELMET User Manual
Page 6
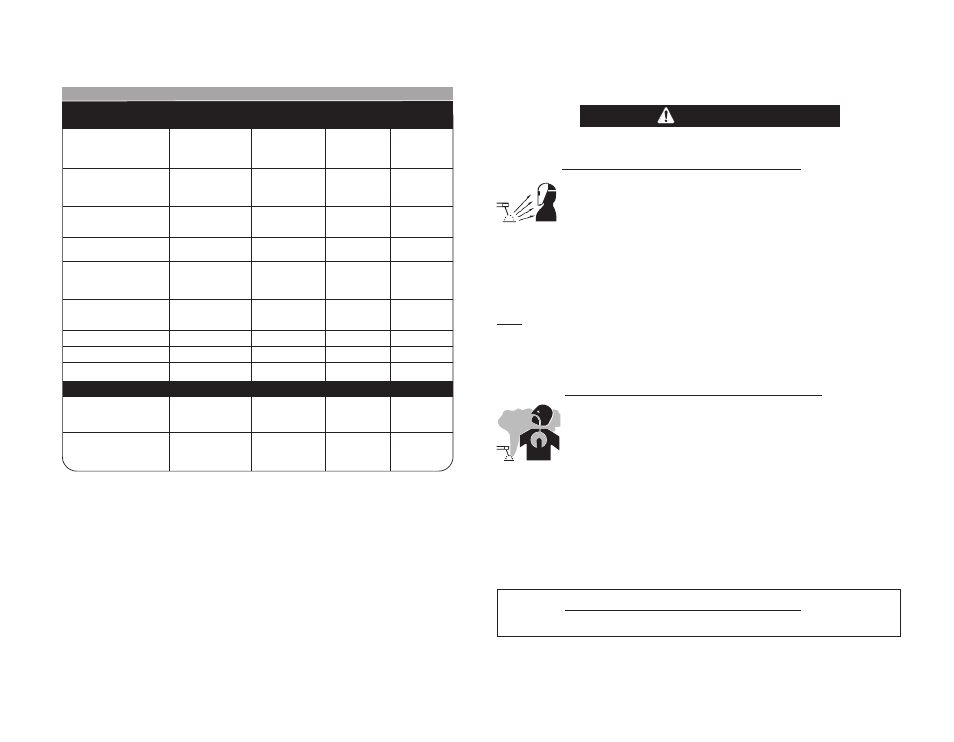
SHADE GUIDE SETTINGS
HELMET CARE AND MAINTENANCE
• Periodic cleaning with soapy water solution or standard glass cleaner is
suggested. Air dry or use soft cloth to dry.
• ADF cartridges may be cleaned with soft, dry cloth. The ADF cartridge is
not to be submerged in water or other solution.
• Change or clean polycarbonate impact resistant clear lens when it
becomes dirty or cloudy.
STORAGE
• Store in a clean, dry location.
3
NT 1
GUIDE FOR SHADE NUMBERS
OPERATION
ELECTRODE SIZE
ARC
MINIMUM
SUGGESTED(1)
1/32 in. (mm)
CURRENT (A)
PROTECTIVE
SHADE NO.
SHADE
(COMFORT)
Shielded metal arc
Less than 3 (2.5)
Less than 60
7
–
welding
3-5 (2.5–4)
60-160
8
10
5-8 (4–6.4)
160-250
10
12
More than 8 (6.4)
250-550
11
14
Gas metal arc
Less than 60
7
–
welding and flux
60-160
10
11
cored arc welding
160-250
10
12
250-500
10
14
Gas tungsten arc
Less than 50
8
10
welding
50-150
8
12
150-500
10
14
Air carbon
(Light)
Less than 500
10
12
Arc cutting
(Heavy)
500-1000
11
14
Plasma arc welding
Less than 20
6
6 to 8
20-100
8
10
100-400
10
12
400-800
11
14
Plasma arc cutting
(Light)
(2)
(2)
(2)
Less than 300
8
9
(Medium)
300-400
9
12
(Heavy)
400-800
10
14
Torch brazing
–
–
3 or 4
Torch soldering
–
–
2
Carbon arc welding
–
–
14
PLATE THICKNESS
in.
mm
Gas welding
Light
Under 1/8
Under 3.2
4 or 5
Medium
1/8 to 1/2
3.2 to 12.7
5 or 6
Heavy
Over 1/2
Over 12.7
6 or 8
Oxygen cutting
Light
Under 1
Under 25
3 or 4
Medium
1 to 6
25 to 150
4 or 5
Heavy
Over 6
Over 150
5 or 6
(1)
As a rule of thumb, start with a shade that is too dark, then go to a lighter shade which gives sufficient view of the weld zone without going
below the minimum. In oxyfuel gas welding or cutting where the torch produces a high yellow light, it is desirable to use a filter lens that absorbs
the yellow or sodium line the visible light of the (spectrum) operation
(2)
These values apply where the actual arc is clearly seen. Experience has shown that lighter filters may be used when the arc is hidden by the
w
k i
.
AVERTISSEMENTS DE SÉCURITÉ – LIRE AVANT UTILISATION
Les rayons d'ARC peuvent blesser des yeux et brûler la peau
• Avant la soudure, inspectez toujours le casque et objectif de filtre à être sûr qu'ils sont
en bon état et non endommagé.
• Vérifiez pour voir que l'objectif clair est propre et solidement attaché au casque.
• Portez toujours les verres de sûreté ou les lunettes sous le casque de soudure et les
vêtements de protection pour protéger votre peau contre le rayonnement, les brûlures et
l'éclaboussure.
• Soyez sûr que le rayonnement optique des arcs de autre soudeuse dans le secteur
immédiat entre pas dedans par derrière le casque et le filtre obscurcissants-automa-
tique.
Note : Des filtres obscurcissants-automatiques dans des casques de Lincoln sont conçus pour protéger l'util-
isateur contre les rayons nocifs ultra-violets et d'infrarouge dans les états d'obscurité et de lumière.
N'importe ce que l'ombre le filtre est placée à, la protection d'UV/IR est toujours présente.
Les VAPEURS ET LES GAZ peuvent être dangereux à votre santé.
• Gardez votre tête hors des vapeurs.
• Employez assez de ventilation ou l'épuisez à l'arc ou pour garder des vapeurs et des
gaz de votre zone de respiration et secteur général.
• Lorsqu'on soude avec des électrodes ayant besoin d'une ventilation spéciale
telles que celles en acier inoxydable ou pour le rechargement dur (voir les
instructions ou le conteneur ou la MSDS) ou sur le plomb ou de l'acier cadmié ou
sur d'autres métaux ou recouvrements produisant des vapeurs très toxiques,
maintenir le niveau d'exposition aussi bas que possible et dans les limites
OHAS-PEL et ACGIH TLV au moyen de l'échappement local ou d'une ventilation
mécanique. Dans des espaces confinés ou dans certaines circonstances à l'ex-
térieur, un respirateur peut s'avérer nécessaire. Des précautions supplémen-
taires doivent également être prises pour souder sur de l'acier galvanisé.
4
AVERTISSEMENT
Visitez http://www.lincolnelectric.com/safety pour obtenir
l´information additionnelle.