Operación – Lincoln Electric IM702 PRECISION TIG 275 User Manual
Page 27
B-12
OPERACIÓN
B-12
PRECISION TIG 275
CÓMO REALIZAR UNA SOLDADURA TIG
CON UN CONTROL DE PIE O MANUAL
1. Instale el equipo de soldadura conforme a la Sección
A-5.
2. Configure los controles según la Sección B-10.
3. Encienda el suministro de gas protector, y el suministro
de entrada de anticongelante de la antorcha (si se
usa).
Nota: El Subenfriador de la Precision TIG (o Solenoide de Agua
Conectado al receptáculo del Enfriador) funciona con el venti-
lador de enfriamiento de la máquina “Ventilador Según se
Necesite” (Ver la Sección de Mantenimiento D), para que el ven-
tilador del enfriador y bomba de agua no funcionen continua-
mente en estado de descanso, pero sí al soldar.
4. Con la antorcha alejada de todo en forma segura, apriete
el Interruptor de Inicio de Arco del Control de Pie o
Manual, y establezca el medidor de flujo de gas.
Después, abra el interruptor. La soldadora ahora está
lista para soldar.
5. Coloque el electrodo de tungsteno en el inicio de la
soldadura en un ángulo de 65° a 75° con respecto a la
horizontal, en la dirección de recorrido de empuje,
para que el electrodo esté aproximadamente 4 mm
(1/8") sobre la pieza de trabajo. Apriete el interruptor
de inicio de arco.
Esto abre la válvula de gas para purgar aire automática-
mente de la manguera y antorcha, y después protege el
área de inicio de arco. Después del tiempo de preflujo de
0.5 segundos, la alta frecuencia se vuelve disponible para
formar el arco. Cuando el arco inicia, el anticongelante
de la antorcha (si se usa) empieza a fluir. Asimismo, si se
trata de una soldadura TIG de CD, la alta frecuencia se
apaga justo después de que inicia el arco.
6 Mantenga apretado el interruptor de inicio de arco al
nivel mínimo de Inicio del Control de Pie o Manual (Vea
la Sección B-10) hasta que se establezca un arco;
después aumente la salida al nivel de soldadura
deseado, y empuje la antorcha en la dirección de
recorrido.
7. Al final de la soldadora, disminuya la salida del Control
de Pie o Manual al nivel de llenado de cráter antes de
soltar el interruptor de inicio de arco para dar paso al
tiempo de Postflujo. Mantenga la protección de gas de
la antorcha sobre el cráter de soldadura solidificado
mientras el postflujo expira y la válvula de gas se
vuelve a abrir. El anticongelante de la antorcha (si se
usa) continuará fluyendo por hasta 8 minutos después
de que el arco se apaga (con la función Ventilador
Según se Necesite), a fin de asegurar el enfriamiento
de la antorcha.
• Repita los pasos del 5 al 7 para hacer otra soldadura.
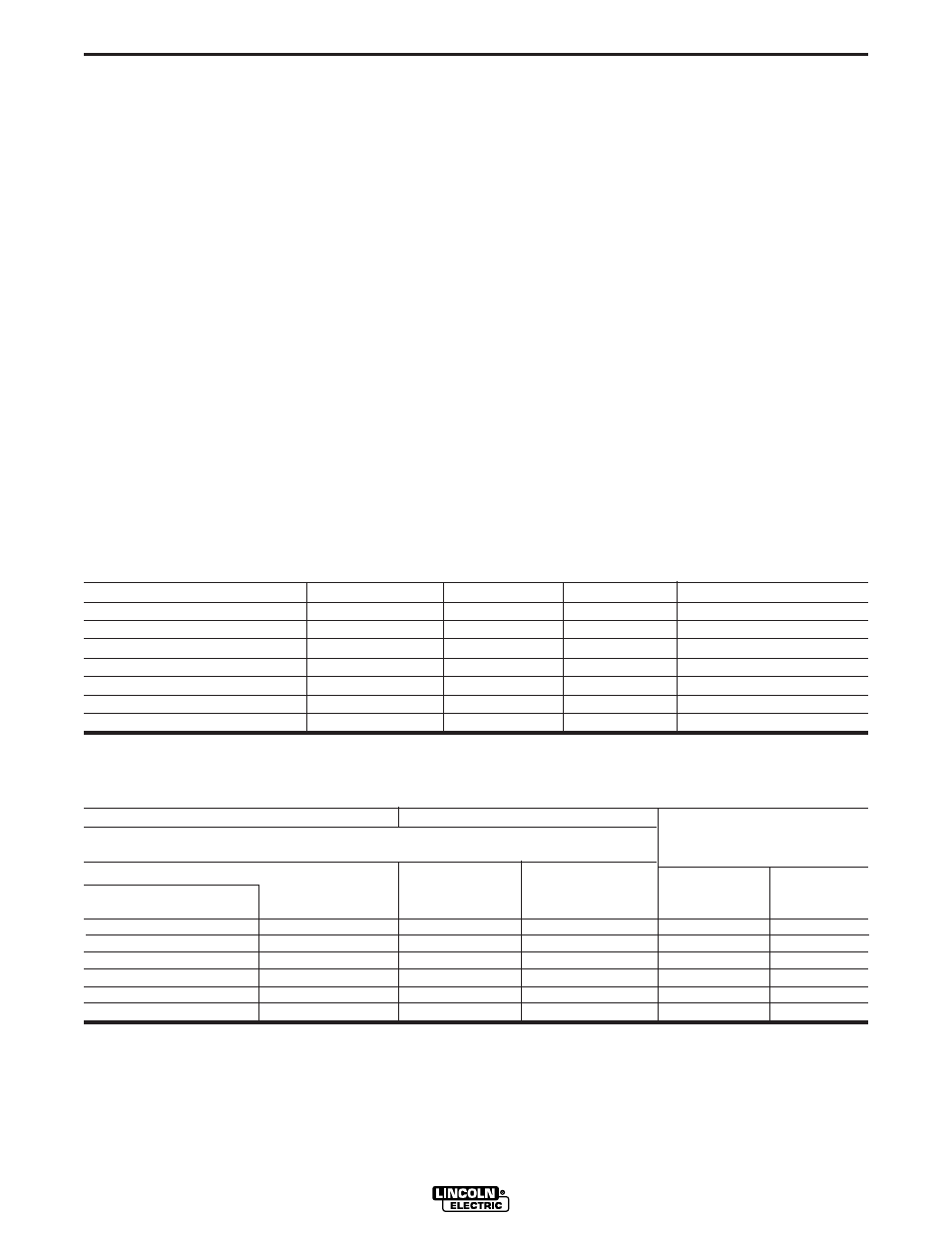
RANGOS RECOMENDADOS DE AMPERAJE DE ELECTRODOS - Precision TIG 275
Proceso SMAW
ELECTRODO
POLARIDAD
3/32"
1/8"
5/32"
Fleetweld 5P, Fleetweld 5P+
CD+
40 - 70
75 - 130
90 - 175
Fleetweld 180
CD+
40 - 80
55 - 110
105 - 135
Fleetweld 37
CD+
70 - 95
100 - 135
145 - 180
Fleetweld 47
CD-
75 - 95
100 - 145
135 - 200
Jet-LH MR
CD+
85 - 110
110 - 160
130 - 220
Blue Max Stainless
CD+
40 - 80
75 - 110
95 - 110
Red Baron Stainless
CD+
40 - 70
60 - 100
90 - 140
Los procedimientos de acero suave se basan en los procedimiento recomendados enumerados en C2.10 8/94, y la capacidad nominal máxima de los procedimientos
Excaliber 7018 de la Precision TIG 275 se basa en Jet-LH 78 MR
Los procedimientos Blue Max se basan en C6.1 6/95
Los procedimientos Red Baron se basan en ES-503 10/93
Proceso GTAW
Polaridad del Electrodo
CD-
CA*
Velocidad Aproximada del
Preparación de la Punta
Afilada
Redondeada
Flujo del Gas Argón
del Electrodo
C.F.H. (l/min.)
Tipo de Electrodo
EWZr
EWTh-1, EWCe-2
EWTh-1, EWTh-2
EWTh-2, EWLa-1
EWP
EWCe-2, EWLa-1
Acero
Tamaño del Electrodo (pulg.)
EWG
EWG
Aluminio
Inoxidable
0.010
Hasta 15 A.
Hasta 15 A.
Hasta 15 A.
3-8
(2-4)
3-8
(2-4)
0.020
Hasta 15 A.
10 a 15 A.
5 a 20 A.
5-10
(3-5)
5-10
(3-5)
0.040
Hasta 80 A.
20 a 30 A.
20 a 60 A.
5-10
(3-5)
5-10
(3-5)
1/16
Hasta 150 A.
30 a 80 A.
60 a 120 A.
5-10
(3-5)
9-13
(4-6)
3/32
Hasta MAX. A.
60 a 130 A.
100 a 180 A.
13-17
(6-8)
11-15
(5-7)
1/8
X
100 a 180 A.
160 a 250 A.
15-23 (7-11)
11-15
(5-7)
Los electrodos de tungsteno están clasificados por la Asociación de Soldadura Estadounidense (AWS) en la siguiente forma:
Puro .........................................EWP...........verde
+1% Toriado ............................EWTh-1......amarillo
+2% Toriado ............................EWTh-2......rojo
+2% Ceriado............................EWCe-2 .....naranja
+1.5% Lantánido .....................EWLa-1 ......negro
+0.15 a 0.40% Circona............EWZr..........café
El tungsteno Ceriado es ahora ampliamente aceptado como un substituto del Tungsteno Toriado 2% en las aplicaciones de CA y CD.
*
Las Ondas Balanceadas y No Balanceadas requieren la disminución del electrodo.